



关键词:挤出机;MD380变频器;矢量控制
Abstract: Extrusion is one of the important methods in plastic forming. The application of frequency conversion speed regulation technology in the control system of plastic extruder has the advantages of reducing energy consumption, improving productivity and product quality, and reducing the impact on power grid when starting. This paper analyses the technological process of plastic extruder, introduces the principle of frequency conversion control of extruder, expounds the method of vector control, and sets parameters for MD380 series frequency converter. The practical application shows that this series of frequency converters have the characteristics of high speed regulation accuracy, wide speed regulation range and stable operation , which can meet the technological requirements of extruder production.
Keywords:Extruder; MD380 Inverter; Vector control
1 引言
塑料作为一种重要的基础材料,其成型过程大部分由挤出生产完成。塑料挤出机作为塑料挤出生产线的核心设备,其产量约占整个塑料制品生产量的40%以上。随着市场对塑料挤出制品需求的不断增长,塑料型材行业对挤出技术也提出了越来越高的要求。变频控制技术是挤出机控制系统的重要组成部分,目前国内外的大多数挤出机都采用交流变频技术来完成挤出工艺,变频器技术应用于塑料挤出机不仅提高了调速精度、系统稳定性,而且明显地降低了制品的生产成本,给企业带来可观的经济效益。
2 塑料挤出机型材加工工艺及原理
塑料挤出生产线由主机、辅机两大部分组成。其中主机是指塑料挤出机,其主要功能是将原料加工成为具有一定塑化度且易于加工成型的熔体,塑料挤出机中主机包含传动系统、挤压系统、加热冷却系统三个部;辅机部分的主要功能就是将挤出机挤出的待加工熔体通过定型、冷却、切割等工序加工为最终产品。型材挤出工作过程简易描述如下:将颗粒状或粉末状的固体原料加入到料斗中,机筒加热器开始加热,通过热传导将热量传给机筒内的物料,挤出机主螺杆转动将物料向前输送,物料与机筒、螺杆以及物料与物料之间相互摩擦、剪切,使加入的物料不断熔融,熔融的物料被连续、稳定地输送到具有一定形状的机头(口模)中。通过口模进入真空冷却定型装置,物料一面固化,一面保持既定的形状,在牵引装置的作用下,制品连续被挤出,最后按照一定长度进行切割和堆放。挤出机型材加工工艺流程如图1所示。
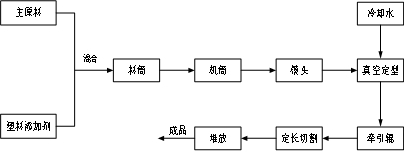
图1 塑料挤出机型材加工工艺流程图
3 塑料挤出机变频调速系统
3.1 变频调速的基本原理
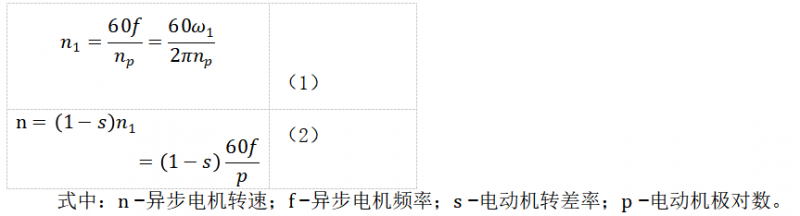
变频调速系统主要设备是提供变频电源的变频器,变频器可分为交-直-交变频器和交-交变频器两大类[1]。交-直-交变频器由于效率高、调速范围大、调速过程没有附加损耗等优点得到广泛使用。变压变频调速是改变异步电动机同步转速的一种调速方法,同步转速随着频率的变化而变化,如式(3-1)所示,异步电动机的实际转速如式(3-2)所示。由(3-2)可知调速方法有:改变极对数p,改变转差率S和改变电压频率f,前两种为有级调速,改变电压频率为无级调速。
|
|
|
|
|
|
在塑料挤出机生产控制系统中,为保证塑料制品稳定生产,需要主电机、牵引电机,导辊电机3台电机速度协调同步。采用对主电机进行速度给定,通过主电机变频器的模拟量输出端子经信号放大器接入牵引电机变频器模拟量输入端子,实现牵引电机与主电机的速度同步。导辊电机的同步信号取自牵引电机的实际速度值,同时可以通过电位器进行速度微调。因此牵引电机和导辊电机的速度也随着主电机速度的变化而同步变化,而且速度变化在时间上不存在滞后。塑料挤出机变频控制原理图如图2所示。
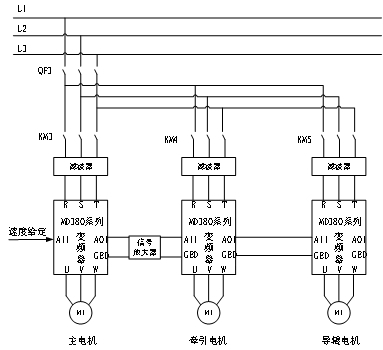
图2 塑料挤出机变频控制原理图
3.2 塑料挤出机传动系统特点
传动系统是挤出机的重要组成部分之一。在挤出机运行过程中,主电机主要作用是驱动挤出机主螺杆转动,在给定的工艺条件(机头压力、螺杆转速、挤出量、温度)下,配好的混料在机筒内加热、压缩、塑化,主螺杆以所需的扭矩和转速均匀的回转,在转动过程中将塑化后的熔体输送到机头。主电机的转速不仅会影响在机头处形成的压力,而且它将直接影响挤出制品的产量和质量。因此要求挤出机螺杆能够以较低的转速起动,逐渐向设定速度上升,上升过程速度无突变情况发生,实现无级调速及具有一定的调速范围;在挤出机停止工作时,机筒内的残余的混料需逐步挤出并保护螺杆不被损坏,要求挤出机在停车时,逐步减速且保持稳定。牵引电机的主要作用是将挤出的制品经真空定型冷却后从机头中稳定地牵出,并一定程度上能调节制品的壁厚度。牵引速度过慢,壁厚增加,甚至在机头造成堆积;速度过快,制品将被拉薄,甚至将制品拉撕,从而影响制品尺寸、合格率及使用效果。因此要求牵引速度与螺杆转速协调同步,能在较大范围内(速比一般不小于10)内无级调速,当速度发生波动时能平滑过渡。
4 塑料挤出机变频器控制方式
4.1 塑料挤出机变频驱动控制分析
在塑料挤出机控制系统中,主电机所消耗的功率是随着转速的增加而增高,且启动转矩较大,属于比较典型的恒转矩负载[2]。但由于加工物料的不同,挤出机需要的转速也不同,对于主电机从低速到额定转速之间都必须有相同的转矩输出才能达到最高效率比。
牵引电机是挤出机必要的辅助装置,它的作用是提供一定的牵引力和牵引速度,克服型材冷却定型过程所产生的摩擦力,使型材以均匀的速度从冷却定型装置中引出。因此要求牵引速度必须稳定,并且在一定范围内可以无级平滑的调速。
4.2 挤出机变频器控制方式
针对塑料挤出机电机传动特点,采用变频器先进的控制方式可以进一步提高控制精度。变频器一般有多种控制方式,主要包括:U/F=C 正弦脉宽调制(SPWM)控制方式,矢量控制(VC控制)方式,直接转矩控制(DTC控制)方式,矩阵式交-交控制方式,电压空间矢量(SVPWM)控制方式等[3]。本文选用深圳汇川公司MD380系列高性能矢量控制变频器。该变频器具有以下特点:在低频时,能够提供足够大的转矩,调速过程无转速突变,具有速度检测装置以及转差补偿;自带脉冲编码器(PG)反馈卡,提高了控制精度和响应速度。
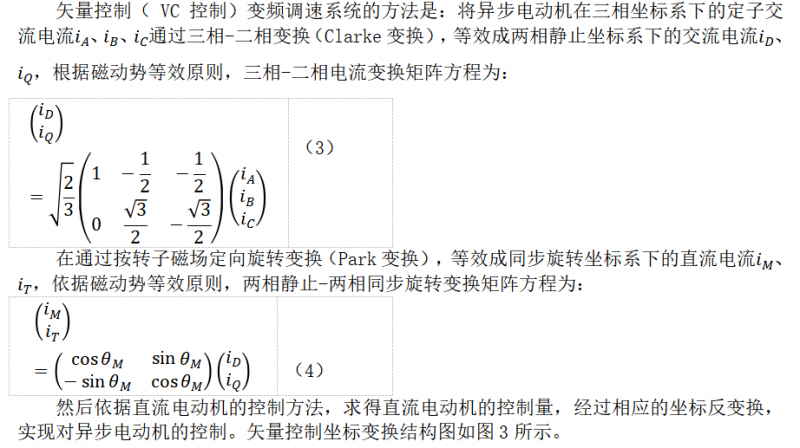

图3 矢量控制坐标变换结构图
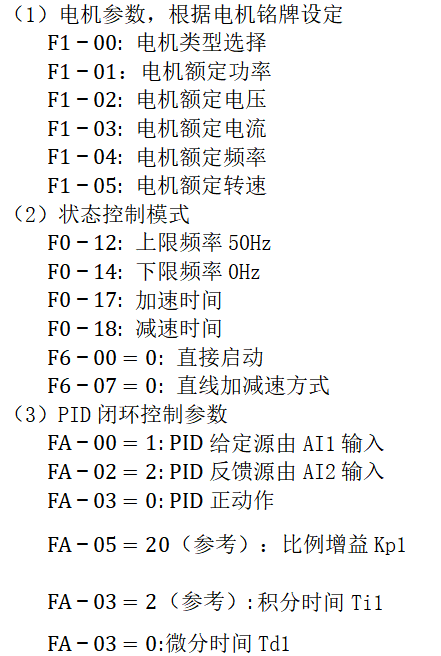
4.3 参数设定
为了进一步提高挤出机整机控制性能,可以使用变频器内置PID控制器实现。
变频器主要参数设置参考如下:
通过使用变频器内置PID控制器实现电机转速闭环控制,其控制精度和稳定性可大大提高。变频器闭环控制图如图4所示。

图4 变频器闭环控制图
5 结语
MD380系列变频器在塑料挤出机上应用表明,该系列变频器运行可靠平稳,保护功能强,同步控制精确,操作简单方便,充分满足了挤出机的工艺要求,稳定了产品质量和产量;同时提高了挤出机整机的性能,延长了其使用寿命,减少了设备维护费用,为用户创造了良好的经济效益。
参考文献:
[1] 冯渊. 单相感应电机高性能调速控制的研究[D]. 南京:南京航空航天大学,2010.
[2] 刘青泉,鄢光辉,白云生. 交流伺服系统在塑料挤出机中的应用[J]. 电气技术,2006,(8):76-78.
[3] 邓祎. 变频器在垃圾焚烧锅炉风机拖动变频节能的改造实例探讨[J]. 现代制造技术与装备,2013,(6):46-48.
[4] 李建刚,吴清鹤. 塑料挤出成型[M]. 北京:化工工业出版社,2015.
[5] 周志明,直妍,罗静. 材料成型设备[M]. 北京:化学工业出版社,2015.
[6] 深圳市汇川技术有限公司. MD380用户手册[Z]. 深圳:深圳市汇川技术有限公司.2016.
[7] 王成元,夏加宽,孙宜标. 现代电机控制技术[M]. 北京:机械工业出版社,2014.
作者简介:
黄红兵(1988—),男,河南商丘人,硕士研究生,研究方向电气自动化技术。






共0条 [查看全部] 网友评论