


关键词:激光测速仪;乳化液;拉瓦尔喷嘴;小孔效应;屏蔽型吹扫
Abstract: In this paper, the optimization is based on the laser speedometer which is used on the PL-TCM. The optimize work contains the external fixed structure, the compressed air nozzle and the emulsion purging mode of the tachometer . In detail, redesigning the protective structure of the speedometer, changing the purge mode, and eliminating the pinhole effect are all included in this work. Finally, through the analysis and calculation which rely on the fluid mechanics and aerodynamics, The optimized emulsion removal method is derived. After all of the improvements, the laser signal is able to be stably controlled, and the feedback power is significantly improved. These optimization have changed the situation of the instability of the laser speedometer signal in which the emulsion is heavily sprayed during the rolling process.
Keyword: Laser speedometer; Emulsion; Laval nozzle; Pinhole effect; Shielding type purging
1 前言
在冷轧工序中,酸轧机组是整个工序的核心关键机组,是后续退火机组原料的来源。其提供的钢卷厚度又是冷轧产品中的重要技术指标,厚度控制是否稳定,精度是否达到要求是检验酸轧机组控制水平的关键指标。为了实现高精度的自动厚度控制(简称AGC),必须对各个机架出口的带钢速度进行非常精确的检测,此过程需要通过使用激光测速仪实现。但是由于轧机机架内工况恶劣,有大量的用于轧制冷却的乳化液存在,不仅可能在带钢表面大量堆积,同时也可能以雾态的形式存在于测速空间内,严重影响激光测速仪的信号稳定性。其中带钢表面的液体极大程度干涉了激光信号的反射,测速空间内的雾态乳化液影响激光穿透性,降低激光的功率。这些不利因素都将大大降低激光测速仪的品质因数Q值(激光测速仪测量稳定性参数),从而影响带钢速度的稳定测量和高精度测量[1]。因此,对激光测速仪良好的工作环境的要求随之而来,为了保障测速功能,提高信号的稳定性,测速环境必须得以优化,激光测速仪及其吹扫系统在酸轧机组机架中的布置如图1。

图1 激光测速仪及其吹扫系统在酸轧机组机架中的应用
2 优化目标
在实际应用中,由于各种因素的综合影响,满足理想化的测速工作环境的可能性极低,因乳化液干扰导致激光测速仪的测速信号波动明显,从而严重影响了激光测速仪的正常工作以及轧机AGC功能的完全投入,为此本文介绍了为优化测速仪的局部工作环境的方法和装置。
3 影响乳化液吹扫净度的原因
3.1 喷嘴选型不良
乳化液吹扫过程所用的气刀喷嘴为普通的方形喷嘴,改造前空气喷嘴开口长度为18cm,宽度2mm,喷射出的压缩空气接触带钢表面时,实际吹扫宽度为45cm,延伸吹扫长度为90cm,吹扫区域面积约为4000cm2,气体离散度为60%,压缩空气有效吹扫用量仅为40%。
同时,激光测速仪所需测速区域为4cm2,震动导致测量偏差为±20cm2。因此,实际吹扫面积与有效吹扫面积比为10:1,压缩空气冗余量约90%。
3.2 气体离散度大导致大量无功压缩空气被浪费
在优化前,气刀前后喷嘴互为反向吹扫,由于气刀形状为鸭嘴形,吹扫气柱整体形态为面状。吹扫气流中央部分流速高,边部流速低,因此在空气边部形成回流,使得被吹扫的液体向两把气刀中央低速位置区域回流[2]。
此处,气体因离散导致能级递减可近似表达为:

可得知,边部气体因动能递减,与乳化液自身动能相互抵消,而造成液体回流现象。
同时,两侧回流乳化液交汇于中央测速区域形成液面,并且,液面厚度随着吹扫气流流速增大而增加,测速区域液体堆积,严重影响测速信号的反馈。
3.3 吹扫压力设定不当导致乳化液受力雾化,冗余压力被浪费
气流接触面压力过大,造成液体雾化导致误判断乳化液吹扫不净,造成空气供给量消耗大,因此在乳化液脱离带钢表面到雾化临界点的压力范围成为压缩空气量的阈值,导致机架内乳化液雾化严重,影响激光测速仪的正常测速。
4 优化过程
4.1 吹扫方式的优化
从微观的角度,接触物体的剥离是物体的动能克服其二相界面力的过程。然而在乳化液吹扫的过程中,它受外界环境影响及剥离物质的控制度很大,乳化液与带钢表面的界面力随着温度以及液量变化而变化,进一步从整体角度分析,乳化液在带钢表面的分布以及吹扫后的流向处于不可控的状态。因此,在遮蔽型吹扫过程中,无法得到标准吹扫形态或是吹扫力(动能)。从而,在此文中我们引入了绝对屏蔽的概念。我们将以往的八字型遮蔽型吹扫改为V字形绝对屏蔽型吹扫,吹扫方式改造前后状态模型分别如图2(a)和(b)所示。
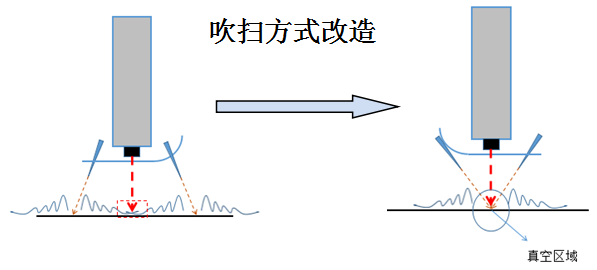
(a) 改造前 (b)改造后
图2 吹扫方式改造理想状态模型
具化为,将两侧气刀向测速线与带钢交汇处对中,双向的气流使其在测速区形成了一块绝对真空区域[2],此处的高压强以及相互的反向湍流使得乳化液无法进入,使得测速区域的净度达到理想状态,改造前后吹扫效果模拟图如图3所示。
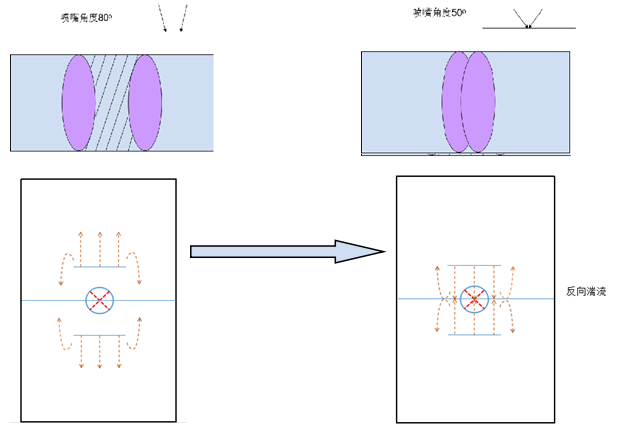
图3 改造前后吹扫效果模拟图
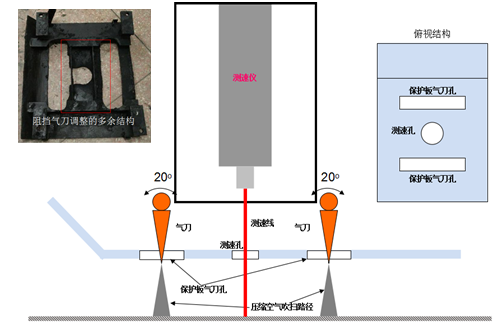
4.2 测速仪保护结构改型
为了能使两侧气流能够顺利地在带钢表面交汇,前后气刀的角度必须得到调整。然而,在原设计的测速仪保护底板上,为气刀预留的调整角度非常小(±20o),因此前后气流无法对中,改造前测速仪保护板结构如图4所示。
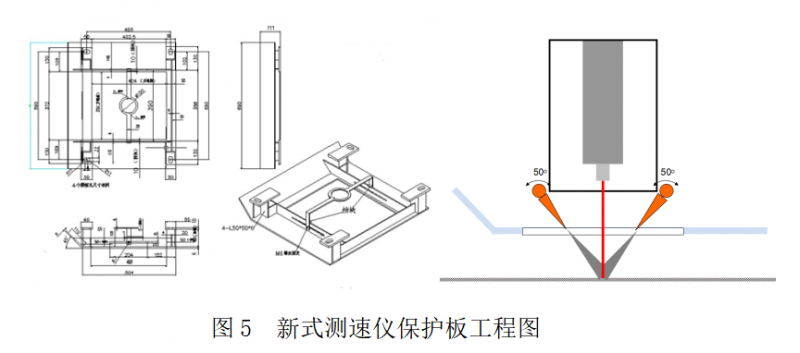
在对保护板重新设计的过程中,去除了原有的保护板中央位置的多余结构,使得气刀在保护板中央位置有更多的区域可进行角度调整,调整角度范围从原有的±20o增加到现有的±50o,新式测速仪保护板工程图如图5所示。
4.3 喷嘴稳流功能的实现
根据气体喷射扩散原理[4][5],气体在离开压力管路时,会产生小孔效应,气流并非沿管壁方向射出,而是通过小孔中心点进行镜面路径的散射。因为小孔效应的存在,使得气流接触到带钢表面时,覆盖面积已远远超过需求的吹扫面积。同时,气流的动能已急剧降低,无法有效地再进行乳化液清除的过程。
为了解决小孔现象带来的效果干涉,在吹扫环节引进了拉瓦尔喷射方式。其特点有二,其一,喷嘴内部结构使气流产生自旋转,原理类似于子弹弹头在枪管中沿来复线旋转而提高接触物体时的精准度;其二,压强集中,使得气流达到音速喷射。
在本文中,粗制铸铁气刀被替换为Silvent 710L型拉瓦尔喷嘴气刀,其优势在于气流稳定、均匀,气体覆盖区域内部无乱流。特殊的设计之一在于其内部管路使气体在喷射出管路的瞬间能够高速旋转,从而减低其小孔效应以及气体的扩散度;其二在于喷嘴外圈为环绕式稳流喷槽,以周边喷射出的压缩气体保护中央主喷嘴的气流稳定。
对比铸铁气刀,拉瓦尔型喷嘴材料硬度及耐热程度也使其有更广泛的应用领域;体积小,在例如机架之类的有限空间内有更大的调整范围;它的气管与喷嘴之间以球式连接,在试验以及操作调整的过程中能够更快速地执行,改良后的吹扫结构及其装配如图6所示。
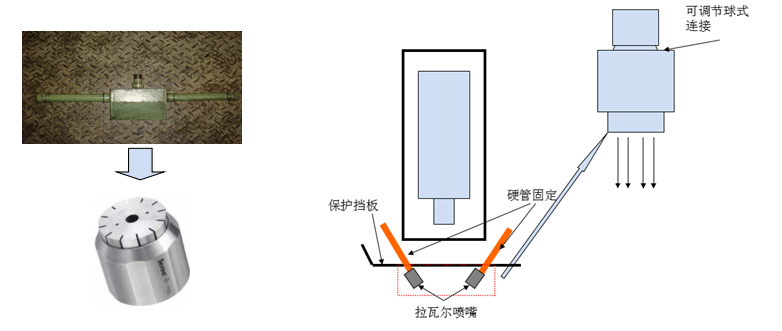
图6 改良后的吹扫结构及其装配
4.4 吹扫力控制模型
改造前的空气吹扫模式以粗放型为主,未对吹扫所用压缩空气定量控制。因此,吹扫净度作为吹扫质量判断的唯一标准,使得压缩空气量无法得到线性的计算。
为得到最优吹扫力控制范围,吹扫压力的上下限冗余(以物理临界点为基准)趋向(图7)需要模糊控制。
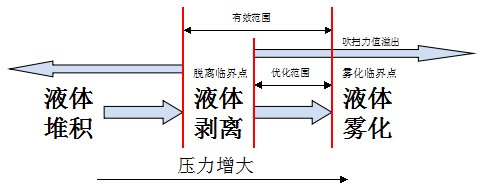
图7 乳化液在不同压力情况下发生的物理形态质变
在此,物理模型有以下两部分构成
(1)乳化液附着力

其中
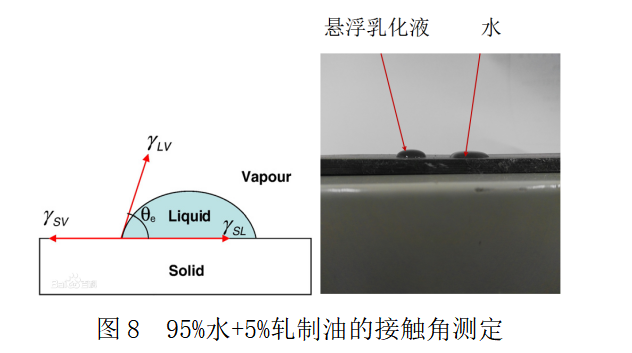
θ=45o SV=液体表面张力 SL=固液界面力 LV=液相力
由此,吹扫力

式中:k1为带钢摩擦系数,k2为气液摩擦系数。
(2)吹扫力控制体系
95%水+5%轧制油的接触角测定如图8所示。
液体附着力<需求吹扫力<液体雾化压力
5 验证与结论
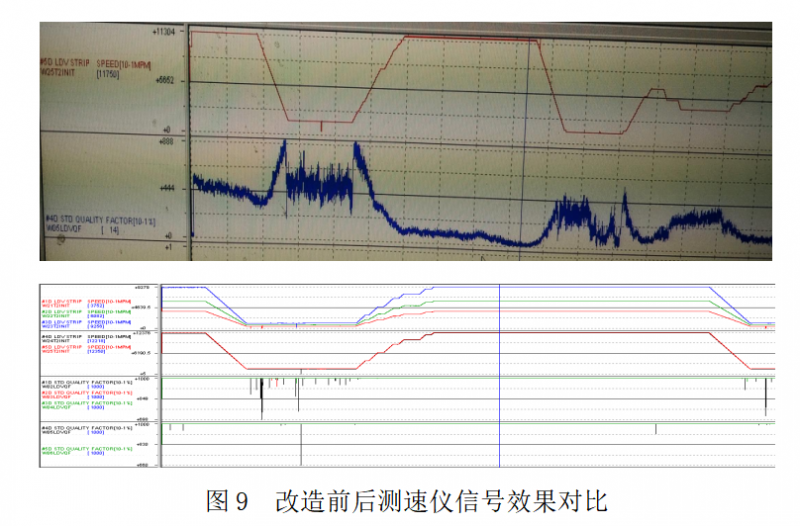
优化后,激光信号反馈强度由原先的13mW提升至30mW,并且测速信号稳定,波形毛刺减少,机组升速降速时,反馈信号强度无异常波动,使得激光测速仪的功能得到稳定控制,改造前后测速仪信号效果对比如图9所示。
进一步地,对于吹扫力的压力精确控制也由原先的预计量估算改变为实时控制,吹扫力随着轧制工艺控制的乳化液喷洒量以及轧制速度变化而变化,不同工艺状况下要求的吹扫力变化范围如附表所示。
附表 不同工艺状况下要求的吹扫力变化范围
|
轧制速度 |
乳化液喷洒量 |
吹扫力 |
|
0-200 |
3.0-4.0 |
5 |
|
200-500 |
4.5-5.0 |
4.0-4.5 |
|
500-800 |
5.0-5.8 |
3.5-4 |
|
800-1000 |
5.8-6.2 |
4.0-4.5 |
|
1000-1200 |
6.0-6.2 |
5 |
|
1200+ |
6.2 |
5-5.5 |
由于乳化液喷量以及压缩空气的吹扫力的基本误差较大,因此,吹扫力调整区间量无法进一步精确。按照上表所示,吹扫力控制的范围内,压力缺失导致的积液以及压力冗余导致的雾化现象均被完全消除。
参考文献:
[1] Harris, William. How Speedometers Work[J]. How stuff works. Retrieved, 30 January 2015.
[2] Falkovich, Gregory. Fluid Mechanics (A short course for physicists)[M]. Cambridge University Press, ISBN 978-1-107-00575-4
[3] Nazarenko, Sergey. Fluid Dynamics via Examples and Solutions[M]. CRC Press (Taylor & Francis group), ISBN 978-1-43-988882-7
[4] 邹久鹏,高镇琴. 气体喷射器的计算[J]. 石油化工设备,第14卷,第10期
[5]王新月.气体动力学基础[M]. 西北工业大学等,2006




共0条 [查看全部] 网友评论