


第五章 矿山行业
第三节 矿山皮带机变频调速节能改造案例(1)
案例一:
新疆伊犁双新焦化厂皮带机变频调速改造工程
引 言
在大功率皮带传动场合,以往为了实现皮带的软启动,需要使用液力耦合器或者液力软启动器(CST),这类液力传动设备维护工作量大,能耗高,已越来越不能满足用户的要求。
随着高压变频技术的不断进步和完善,其应用范围越来越广泛。本文主要结合北京利德华福公司的HARSVERT-VA系列高压变频器在伊犁双新焦化厂煤矿皮带机上的实际应用情况,对高压变频器在皮带传动场合的应用特点和注意事项进行简要介绍。
应用现场皮带机系统基本情况
双新焦化厂地处新疆伊犁市新源县境内,年设计产煤量为60万吨,属于兵团经营的国有大企业的下属企业,有自己的矿井和火力发电厂等相关企业。
双新焦化厂矿井结构如图(1)所示:单程皮带长度846米,皮带宽度1米。电机50HZ工频运行时,皮带最大速度为2米/秒。矿井倾斜角度15度。井口有两台电机同时运行拖动皮带系统工作,两台电机铭牌参数相同。
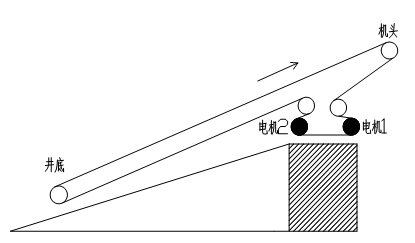
图(1) 矿井皮带系统示意图
井口两台电机铭牌中主要参数如表(1)所示。
|
额定电压 |
额定电流 |
额定功率 |
绝缘等级 |
变频范围(HZ) |
|
10000V |
16.1A |
220kW |
F |
10~50 |
表(1) 电机铭牌参数
皮带系统主要由以下几部分组成:
(1)皮带机机头,是矿井的出煤口。皮带从井底拖运出来的煤经过机头位置时,自动被抛卸到矿井煤场。实际现场工况见图(2)。

图(2)皮带机头出煤实况
(2)卸完煤后的空皮带经过一个转向轮,分别通过1#电机拖动的主动滚筒,和2#电机拖动的从动滚筒后,皮带在经过一个导向轮运行到井底完成一次运煤过程。1#电机、滚筒及导向轮的现场工况如图(3)所示。2#电机、滚筒及导向轮的现场工况如图(4)所示。

(3)在矿井的底部,装有皮带张紧系统,其主要作用是调节皮带的松紧程度,防止皮带过松导致的两台主动轮打滑现象或者重载溜车现象,以及皮带过紧导致的皮带异常损伤。
(4)皮带机制动与逆止保护装置
皮带机除了变频器的保护系统外,还有自身的一些保护措施,如油压制动系统,逆止装置等。图(5)展现了现场的油压制动系统实况。在两台动力滚筒上各安装了一套油压刹车系统。在停车状态或故障状态下,两台油压刹车处于制动状态。正常生产时,刹车片处于松开状态。图(6)中蓝色部件是皮带机的逆止装置,安装在减速器的低速轴上。皮带机出现重大故障,其它保护失效时,逆止装置通过机械力阻止重载皮带向下溜车。

煤矿皮带机变频调速系统方案设计及运行效果分析
皮带机多机变频调速系统的核心问题是皮带系统中各电机的转速和转矩平衡问题。在实际应用中,根据现场工艺不同,可以选择不同的变频控制方案。
(1) 直接“一拖多”方案。
此方案中,各电机定子绕组直接并联,统一由一台变频器驱动。由于仅采用1台变频器,此方案具有成本低,占地小的特点。
此方案中,变频器无法对各电机的转矩进行独立的控制,因此各电机的出力由电机参数和皮带系统参数决定。其中,影响电机功率平衡的主要因素是电机的参数差异、电机动力滚筒的直径误差和皮带包络角差异。误差越大,系统中电机的功率差异就越大。在没有人为的设计差别的情况下,一般上述误差都是生产中的加工误差。
电机动力滚筒的直径误差在初期生产中会引起电机功率误差,但由于皮带系统的物理特性,经过一段时间使用和磨损后,这一误差将逐渐减小。
对于能够可靠控制上述这些误差的场合,可以采用此方案,这将大大降低变频调速系统的采购价格。
(2) 多变频器协调控制方案。
在动力电机数量多,单个电机负载差异大,电机排列分散的复杂工况皮带系统,一般可以采用多变频器协调控制方案。
现场每台电机配置一台变频器,所有系统中的高压变频器由一台独立的“协调控制系统”统一协调控制。该协调控制系统通过对各变频器反馈的电机运行状态,协调各变频器的运行指令,各变频器根据该指令对各自的电机进行独立的控制,使各电机转速相同、出力相同。
高压变频器控制方式选择
现场采用的HARSVERT-VA系列高压变频器,控制方式可以根据实际工艺需要,选用“VVVF控制”方式或者“无速度传感器矢量控制”方式。其中,VVVF控制方式适用于轻载启动、负载波动较小的场合,矢量控制方式适用于重载启动或负载波动较大的场合。
斜井皮带机系统在正常启动、运行过程中,启动电流较小,负载波动也较小。但考虑到在事故恢复等特殊情况下,皮带机需要在堆满煤情况下重载启动,因此需要选用“矢量控制”方式。
现场高压变频调速系统基本情况
现场采用北京利德华福公司生产的HARSVERT-VA系列矢量控制高压变频调速系统,其铭牌参数如表(2)所示:
表(2) 高压变频器铭牌参数
|
额定电压 |
额定电流 |
额定功率 |
变频范围 |
过载能力 |
控制方式 |
|
10kV |
40A |
560kW |
0~50Hz |
200% 60秒 |
无速度传感器矢量控制 |
变频调速系统采用“一拖二”工频自动旁路,如图(7)所示。工频旁路主回路系统由3个隔离开关QS1-QS3和5个真空接触器KM1-KM5组成,KM4与KM5分别与KM2、KM3进行电气互锁。
当1#电机和2#电机同时变频运行时,KM1、KM2和KM3闭合,同时QS1,QS2,QS3闭合。当1#电机和2#电机同时工频运行时,KM4、KM5闭合,同时KM1,KM2,KM3断开。检修变频器时,要求QS1,QS2,QS3断开,使变频器系统处于安全状态,保证检修人员的人身安全。变频器具有本地/远程两种控制方式,即真空接触器的分合操作可以由远程控制系统统一协调控制,也可以在本地手动操作。
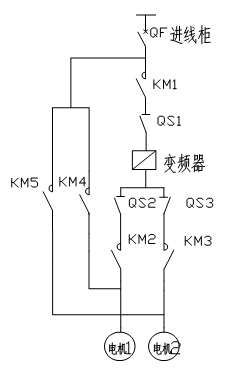
图(7) 变频器“一拖二”工频旁路方案
双新焦化厂皮带机系统较为简单,电机数量少,两台电机的负载差异很小,两动力滚筒直径只存在少量加工误差,因此我们采用了直接“一拖多”变频方案。成功投运后,我们在重载工况下对两台负载电机电流进行了监测分析,发现实际电机电流误差很小。电流波形如图(8)所示,图中由上至下依次为变频器输出电流、1#电机电流、2#电机电流。
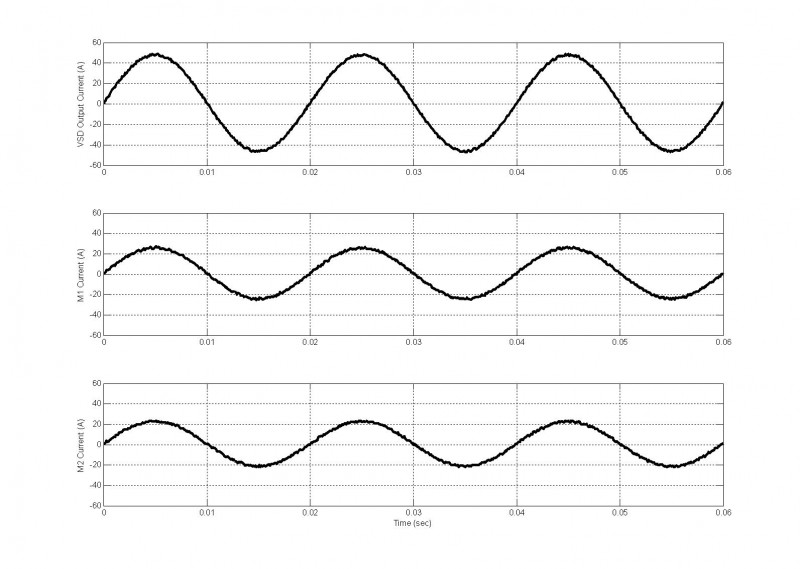
图(8)电机电流和变频器电流
结 论
本文主要结合北京利德华福公司的HARSVERT-VA系列高压变频器在伊犁双新焦化厂煤矿皮带机上的实际应用情况,对高压变频器在皮带传动场合的应用特点和注意事项进行了简要的介绍,分析了皮带传动系统常用的变频调速方案。
现场应用表明,通过合理选择控制方案,能够用较低的设备投入实现较好的皮带调速控制效果。




共0条 [查看全部] 网友评论