


关键词:船用柴油机;针阀体;工业机器人;自动上下料
Abstract: In order to solve the problems of unstable processing quality precision and low production efficiency existing in manual feeding and discharging of precision internal circular grinding of diesel engine needle valve body in China, an automatic unit for precision internal circular grinding of marine diesel engine needle valve body is designed. The unit adopts industrial robots and customized claws to realize automatic feeding and discharging of needle valve body, which has the characteristics of high positioning accuracy, less production time consumption and the like, and significantly improves production efficiency and product quality.
Key words: Marine diesel engine; Needle valve body; Industrial robot; Automatic loading and unloading
1 引言
针阀体是船用柴油机燃油喷射系统的重要组成部分,其质量的好坏直接影响着船用柴油机的性能和喷射系统的使用寿命。针阀体的表面精度要求非常高,特别是内孔和外圆的圆度、直线度和粗糙度,所以在加工过程中对零件表面的保护尤为重要,不允许有任何的碰伤和划痕。目前,针阀体加工过程(机床上下料、加工程序传输、质量检测、物料转运等)主要是采用先进数控装备依靠工人进行劳动密集型加工,造成加工质量精度不稳定。虽然国内已有针对船用柴油机针阀体自动化上下料自动化单元或自动化生产线的研究,但是总体生产效率低,产品在成本、生产能耗等方面与欧美国家有较大的差距。
因此,为了提高国内船用柴油机针阀体的自动化加工水平,基于四台110CNC内圆磨机床设计了一种船用柴油机针阀体精密磨削自动化单元,以实现针阀体自动化加工及上下料功能,提高生产效率和产品质量。
2 加工产品
典型柴油机针阀体工件尺寸如图1所示,要求设计的自动化单元实现自动加工工艺流程包括:①机器人从缓存物料架取毛坯工件(未加工工件);②机器人从内圆磨机床装夹卡盘取出加工完成的成品工件;③机器人通过末端手爪往内圆磨机床装夹卡盘装入毛坯工件;④机器人将成品工件放入缓存料架。
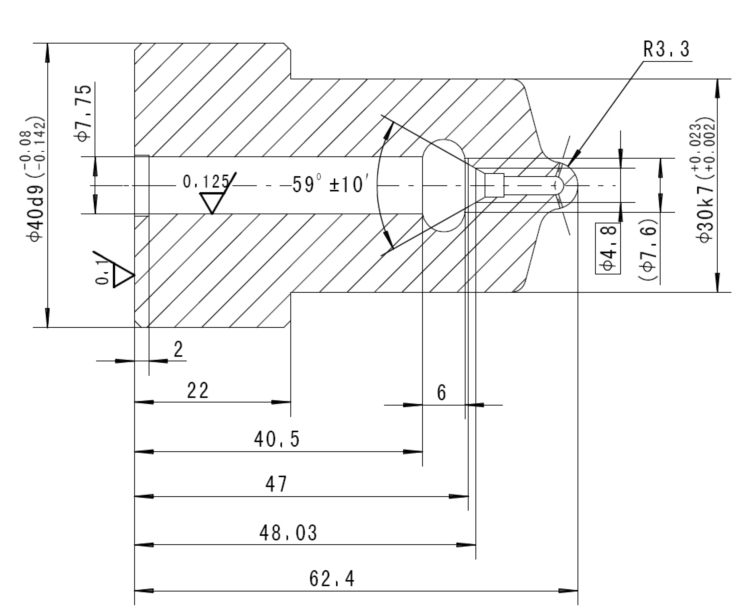
图1 典型针阀体工件尺寸
3 总体布局
针阀体精密内圆磨自动化单元主要由110CNC内圆磨机床、工业机器人、机器人手爪放置台、机器人桁架、工件缓存料架和控制系统等组成,其三维示意图如图2所示。
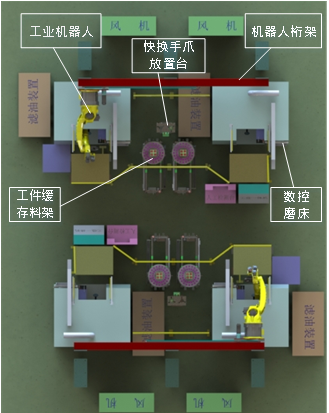
图2 船用柴油机针阀体精密内圆磨自动化单元三维示意图
机器人采用桁架侧挂方式以增加机器人的运动范围,满足1台机器人对应2台机床的上下料需求。桁架位于机床上方,不占用机床前方位置,可以方便人工操作。并且当某台机床维修或人工操作时,不影响机器人给其他机床上下料工作。
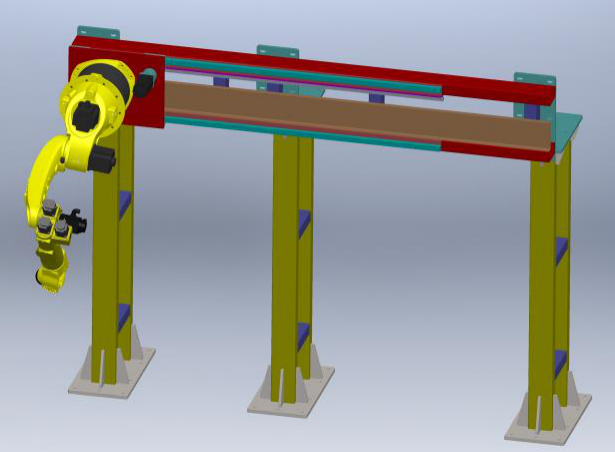
图3 侧挂机器人三维示意图
工件缓存料架主要由铝型材结构架、脚杯、导轨、滑板、无杆气缸、油压缓冲器、气阀箱、提示灯及接近开关等组成,构成双通道点阵式往复送料机构。铝型材结构架为整个组件的安装基座,脚杯用来调节水平,导轨为滑板移动提供导向,无杆气缸为滑板移动提供动力。气阀箱内部安装有组件所需电气元器件,气阀箱面板上装有本地操作按钮,接近开关用来检测零件架的有无。
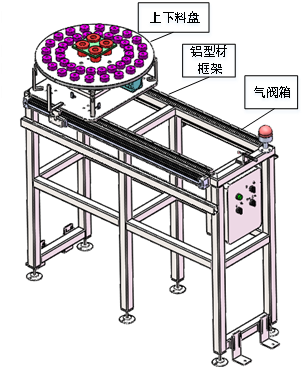
图4 工件缓存料架示意图
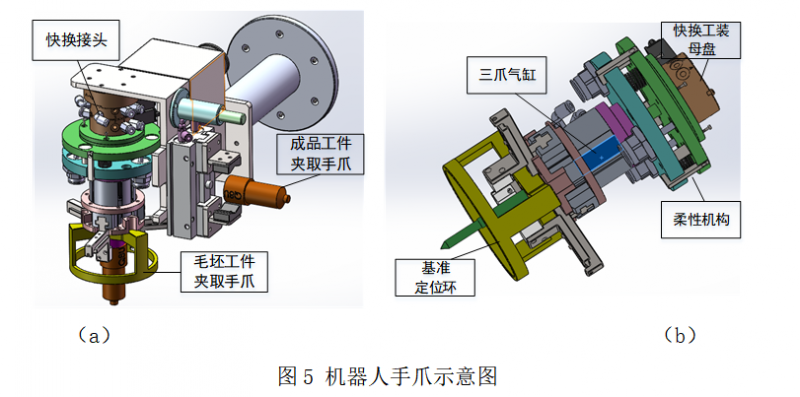
机器人手爪主要由安装法兰、气缸固定板、快换接头固定板、快换接头公盘、毛坯工件夹取手爪和成品工件夹取手爪组成。毛坯工件夹取手爪主要由座面定位销杆、基准定位面、快换工装母盘、柔性机构及抓取三爪等组成,快换工装母盘实现与快换工装公盘的快速联接,柔性机构保证毛坯工件夹取手爪头部受力情况下具有自适应调整的功能,实现将工件送入间隙为0.1mm的机床夹紧卡盘的卡爪内,并保证基准定位环与机床卡爪的大面能够紧密贴合。如图5所示。
4 控制系统设计
本系统采用总线控制方式,集中监控。整个系统框图如图6所示。现场设置西门子S7-300主控PLC,并配置威纶通触摸屏,实现现场设备的集中监控;主控PLC通过Profibus-DP总线实现和机器人的数据交换,通过I/O信号和4台机床进行联动运行。系统预留有工业以太网接口,方便与监控管理中心进行连接,实现全厂数字化车间,如图6中红色框内部分。
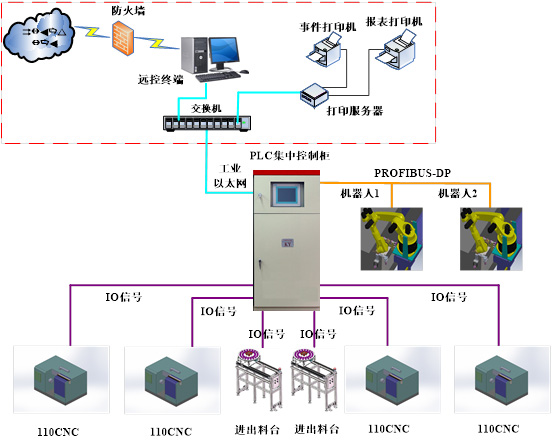
图6 控制系统架构
图7给出了PLC硬件组态配置图。将机器人的GSD文件配置到Setp7中,机器人控制器内需要配置从站通讯速率1.8Mbps、地址为3。
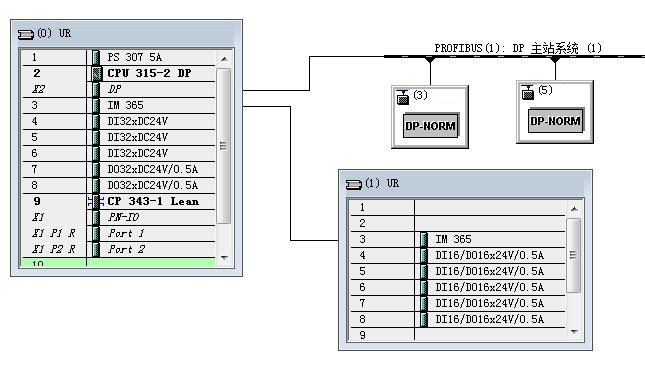
图7 PLC硬件组态配置
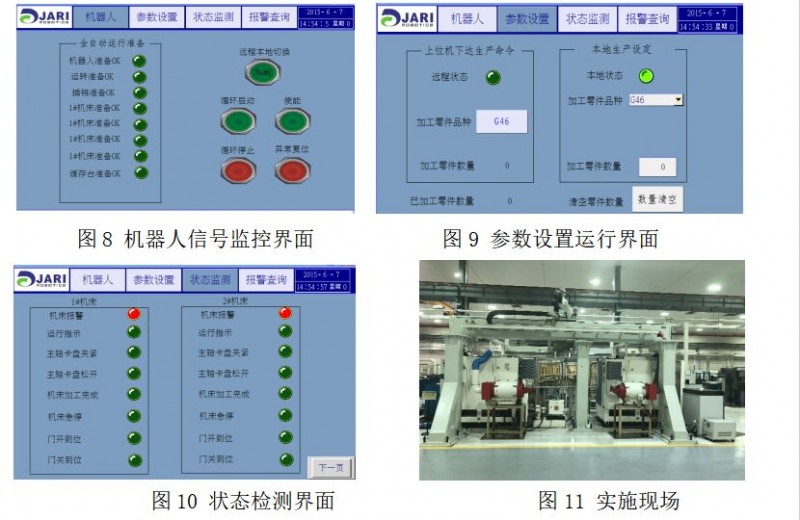
系统配置的威纶通触摸屏,可以实现系统工作状态监控、手动操作控制、故障查询、运行日志查询等功能,如图8-10所示。
5 结束语
基于柴油机针阀体的工艺特点,设计了柴油机针阀体精密内圆磨自动化单元,实施现场如图11所示。该自动化单元的顺利实施,实现了针阀体精密内圆磨的自动化加工及上下料功能,生产效率和产品质量得到了显著的提升,具有重大的工程应用和推广价值。
参考文献:
[1] 徐鹏,李阳,顾欢,等.船用针阀体轴类零件的自动化生产线设计与实现[J].制造技术与机床,2017(8):124-127.
[2] 李阳,顾欢.一种机床自动上下料系统的设计与实现[J].智慧工厂,2016(4):69-71.
[3] 司建星.数控车床上下料机器人的研究[D]. 陕西科技大学,2014.
作者简介:
廖良闯(1984-),男,工学硕士,高级工程师,研究方向为工业自动化控制、机器人研究与应用。




共0条 [查看全部] 网友评论