



关键词:打磨、抛光、工业制造
Abstract: In the field of industrial manufacturing, many parts need to be welded, cast, formed or processed after the post-processing, including grinding, polishing and deburring. For example, the automotive industry cylinder block, cylinder head, gearbox housing, automotive hub; general industry bathroom hardware; aviation and energy industry engine blades, turbine blades; 3C industry notebook computers, tablets, mobile phones, etc.
Keywords: grinding, polishing, industrial manufacturing
1 引言
机器人产业近年来正经历前所未有的快速发展阶段,在技术研发、本体制造、零部件生产、系统集成、应用推广、等方面取得丰富的成果,为我国制造业提质增效、换挡升级提供了全新功能。人工打磨现场环境脏乱差,工作强度大,只有极少数的年轻人愿意从事这个行业,并且人工打磨的质量受技术、环境、体力的多种因素影响,不仅质量无法保证,而且生产效率也不高,本系统结合三菱PLC、KUKA KR6 R900工业机器人、力控制软件来完成工件的自动打磨。整体布局图如图1所示
2 打磨及路径控制
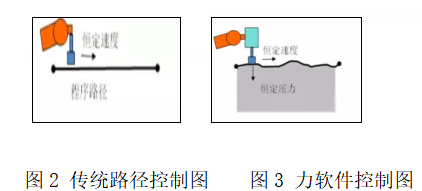
在机器人自动打磨中,传统的机器人编程方式采用定义路径与速度的原理,也就是说,不论加工过程中受力的大小,机器人的运行路径与速度始终保持着预先设定的值,如果所设路径与工件表面或尺寸不吻合,那么打磨质量就得不到保证,还可能损坏刀具,因此就采用力控软件控制,采用该软件的机器人能迅速而精确地适应加工材料表面或工件表面轮廓及连贯性。传统路径控制如图2所示,力控软件控制路径如图3所示。


图1 整体布局图
2.1 力控工作原理
力传感器连接至机器人控制柜,机器人可精确感知外部环境路径修正基于力传感反馈高质量的实时路径修正,而力控制需要力传感器(可置3个力和3个转矩,多轴力传感系统测量六维所有力和扭矩包含传感器,电子部件和线缆)、电压检测盒(电压测量和通过A/D转换器变为模拟信号,电压测量盒直接连接传感器和计算机)、线缆包、传感器控制界面、控制应用软件等几个控制部分组成。
3 系统控制要求
系统要求如图4所示。
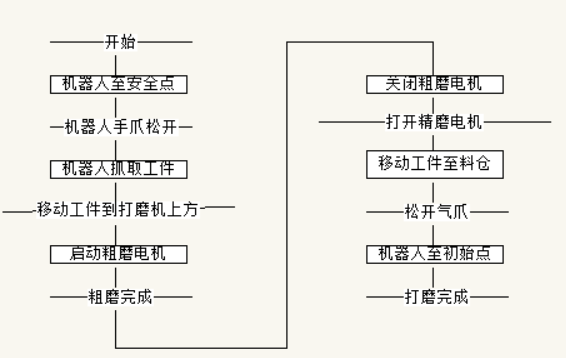
图4 控制流程图
4 硬件设计
4.1 机器人选型
机器人选用KUKA KR6 R900工业机器人,采用连续轨迹控制点位进行运行轨迹控制,最大负载为6Kg,最大工作半径为901mm,手臂回转范围为370°,最大运动速度2m/s,重定位精度0.05mm,采用库卡最新的控制系统KUKA KR C4,它可降低集成、保养和维护方面的费用,KR C4的理念是革命性的。在您的机器人/运动系统中首次以交互方式与PLC、CNC和Safety控制系统无缝相连。通过行指令进行方便和灵活的机器人编程和新的样条运动编程使基于KR C4的自动化解决方案在各个方面都具备优势。此外,KR C4还可以实现智能、灵活和可扩展的用途。High-End SoftPLC选项可以实现全面访问控制系统的整个I/O系统并具有很高的运行时间性能。它可以实现机器人、整个机器人工作单元或机器人生产线的I/O处理。此外还可以通过功能模块读取和处理轴位、速度等变量。KR C4将整个安全控制系统无缝集成到控制系统中,无需专属硬件。Safety功能和与安全通讯通过基于以太网的协议实现。该安全方案使用多核技术,因此可实现安全应用所要求的双通道。
4.2 PLC控制器的选型
西门子S7系列可编程控制器分为S7-200、S7-300、S7-400三个系列,分别为S7系列的大、中、小型可编程 控制器系统。S7-200系列可编程控制器有CPU21X系列,CPU22X系列,其中CPU22X型可编程控制器提供了4个不 同的基本型号,常见的有CPU221、CPU222,CPU224和 CPU226四种基本型号。小型PLC中,CPU221价格低廉能满足多种集成功能的 需要。CPU 222是S7-200家族中低成本的单元,通过可连接的扩展模块即可处理模拟量。CPU 224具有更多的输入输出点及更大的存储器。CPU 226和226XM是功能最强的单元,可完全满足一些中小型复杂控制系统的要求,根据系统需要,我们科采用CPU226型PLC。
5 程序设计
5.1 PLC程序设计
根据打磨系统的控制要求,确定机器人的运行轨迹,编写程序如下。
MAIN;
LAB0:
MOVJ Pl,V80,Z1;
DOUT OT4,OFF;
DOUT OT3,ON;
WAIT IN1,ON,TO;
DOUT OT8,OFF;
DOUT OT9,OFF;
LAB1:
MOVJ P2,V80,Z1;
MOVJ P3,V80,Z1;
MOVL P50,V600,Z1;
MOVL P23,V100,Z1;
DOUT OT3,OFF;
DOUT OT4,ON;
WAIT IN2,ON,T2;
MOVL P50,V100,Z1:
MOVLP23,V100,Z1;
DOUT OT3,OFF;
DOUT OT4,ON;
WAIT IN2,ON,T2;
MOVL P50,V100,Z1;
MOVJ P3,V80,Z1;
MOVJ Pl,V80,Z1;
JUMP LAB2;
LAB2:
MOVJ Pl,V80,Z1;
MOVJ P5,V80,Z1;
DOUT OT8,ON;
WAIT VIN8,ON,TO;
DELAY T4;
MOVL P6,V100,Z1;
MOVJP7,V20,Zl;
MOVJ P8,V20,Z1;
MOVJ P6,V20,Z1;
MOVL P5,V600,Z1;
DOUT OT8,OFF;
WAIT VIN8,OFF,TO;
MOVJ P1,V80,Z1;
MOVJ P51,V80,Z1;
MOVJ P9,V80,Z1;
DOUT OT9,ON;
WAIT VIN9,ON,TO;
DELAY T4;
MOVL P10,V100,Z1;
MOVJ P11,V40,Z1;
MOVJ PlO,V20,Z1;
MOVL P9,V600,Z1;
DOUT OT9,OFF;
WAIT VIN9,OFF,TO;
MOVJ P13,V80,Z1;
MOVL P14,V100,Z1;
DOUT OT4,OFF;
DOUT OT3,ON;
WAIT IN1,ON,T2;
MOVL P30,V400,Z1;
MOVJ P13,V80,Z1;
MOVL P14,V100,Z1;
DOUT OT4,OFF;
DOUT OT3,ON;
WAIT IN1,ON,T2;
MOVL P30,V400,Z1;
MOVJ P13,V80,Z1;
MOVJ P1,V80,Z1;
DELAY T1;
DOUT OT7,OFF;
JUMP LABO;
END;
[1]刑美峰. 工业机器人操作与编程[Z].在线编程,2016(02)
[2]谢祥. 基于广数机器人的自动打磨控制系统设计[J]. 2016(05)
[3]周洋. 自动化生产线安装于调试实训教程[Z]. PLC编程,2012(09)
[4]黄志坚. 机器人PLC控制及应用实例[Z].自动化生产线,2018(01)
[5]邵欣. PLC与工业机器人应用[Z]. PLC系统与设计,2017(09)
[6]库卡柔性系统制造(上海)有限公司. KUKA机器人的特点及应用[J].2007(12)
[7]高蜀明. 库卡堆垛机器人在伊利的应用[J]. 机器人技术与应用,2005(5)
作者简介:杨江领(1997-),男,汉族,重庆城市职业学院,研究方向:工业机器人应用
通讯地址:重庆永川区兴龙大道1099号重庆城市职业学院(邮编:402160)






共0条 [查看全部] 网友评论