



关键词:Wincc;PLC;仿真
Abstract: Research and analysis of the drawing of Wincc V7.3 monitor interface, communication between PLC and Wincc, and design of conveyor and PLC program; Based on Siemens S7-200 smart control program, to achieve the control of the Electroplating liner device; based on Wincc V7.3 drawing process control interface, to achieve the simulation of the Electroplating liner device.
Key words: Wincc; PLC; Simulation
1 引言
文章使用Wincc V7.3设计了电镀流水线仿真界面,并将PLC信号与Wincc界面程序中相应变量的实时关联。Wincc与PLC程序之间通过OPC通讯方式进行通讯连接,最终实现Wincc、PC Access,PLC三者联系进行仿真。并利用Wincc组态软件设计监控界面,通过监控界面的使用,对电镀流水线的控制过程进行监测和控制,实时了解其运行状态信息。
2 电镀流水线控制过程
系统实现了通过Wincc对一个基于电镀流水线的控制仿真。系统由水平电动机M1、升降电动机M2、限位开关SQ1、SQ2、SQ3、SQ4、SQ5、SQ6,清水槽、回收液槽、镀槽等组成。
在Wincc绘制的仿真界面中,点击“开启”按键,工作信号灯亮,表示系统可以工作。2秒后,下行取待加工元件;SQ6灯亮表示可以取元件,5秒后M2上行得电,取待加工元件上行;SQ5灯亮表示上行到位。然后后行,直到碰到SQ1限位开关才停止,下行放元件;SQ6灯亮表示下放结束,进行电镀。10秒后结束电镀,上行,到达SQ5后,前行,到达SQ2位置,进行回收液处理工作。同样是下行,5秒后,上行;当碰到SQ5后再前行,到达SQ3位置停止,进行清水处理工作。同样下行,5秒后上行;当碰到SQ5后再前行,到达SQ4后停止前行,开始将被加工元件下放到取物台上,并取下一个待加工元件,进行下一个循环。
3 系统设计
3.1 系统硬件
西门子PLC S7-200 SMART相较于其他控制器,具有能够满足应用的功能,而在安全性、稳定性方面,本文以其为控制系统的核心,利用STEP 7-MicroWIN SMART V2.0编写出能够接受组态仿真界面传入的信号,并能在处理后向组态仿真界面返回相应输出。
3.2 仿真设计
仿真界面需要绘制一个电镀流水线的控制仿真界面,并能够和控制系统进行通讯,根据所选用的西门子PLC S7-200 SMART,我们选择西门子公司专门为西门子PLC开发的过程控制软件Wincc作为组态仿真界面的设计软件,设计出一个电镀流水线的控制仿真界面。根据组态界面设计需求,实时展示窗口需要能够反应出液体自动混合系统仿的工作状态。本文采用Wincc绘制仿真界面,如图1所示。
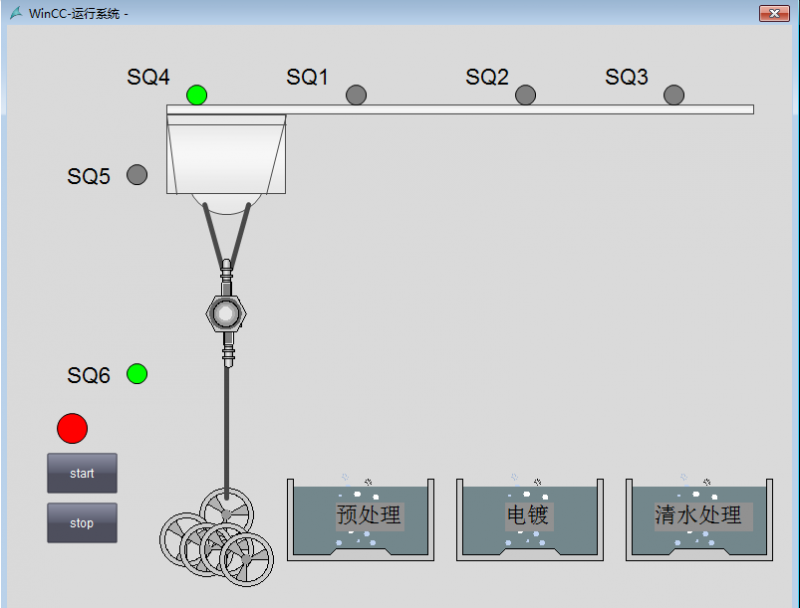
图1 仿真画面
3.3 变量导入及动态画面配置
建立OPC服务器在通信接口设置后便可以建立OPC服务器。首先要在PC Access中建立与PLC内存地址相对应的项目,即将实验过程中所用到的全部变量地址编入PC Access中。S7-200 PC Access软件本身带有测试客户机,可以方便地了解客户机与服务器的通信情况,将建立完的项目拖放至测试客户机窗口内,单击测试客户机状态图标就可以测试客户机与服务器的连接情况。当连接正常时,它会给出提示好以及时间标识。
具体步骤如下:
(1)将PLC程序写入西门子S7-200 smart中并调试。
(2)通过网线连接至电脑中的PC Access SMART V2.0。
(3)通过OPC协议建立PC Access SMART V2.0与Wincc的连接。将PC Aceess SMART V2.0中的变量导入Wincc中。
(4)总体调试。
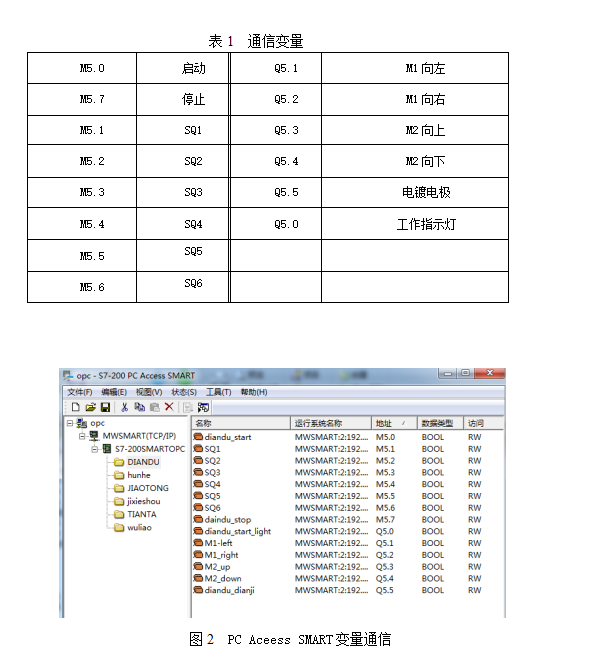
PLC通过网线连接至电脑中的PC Access SMART V2.0。根据组态界面设计要求,实时展示窗口中需建立变量,其对应PLC中的输出信号。控制按键对应PLC中的输入信号。变量的数据类型均为布尔型。具体的变量如表1所示,在PC access Smart中建立变量。
对所配置的变量进行测试,测试是否连接通畅,在后面的总体调试也可使用这个功能来监测调试,如图2所示。
需要电镀装置做出动态效果。例如当PLC运行后信号M2_up(Q5.3)=1时,电镀装置向上移动,当PLC运行后信号M2_down(Q5.4)=1时,电镀装置向下移动。在Wincc中,点击选择对象,在右键属性中找到“位置Y”属性,并将其设置为动态,方式为C动作,在弹出的窗口中写入代码,程序所返回的值即为“位置Y”的数值。传送带动画效果通过位置X属性C动作链接变量实现,代码如图3所示。
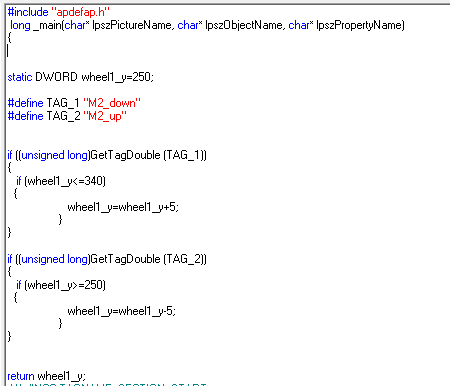
图3 上下移动C程序
4 整体系统调试与连接
点击“开启”按键,工作信号灯亮,表示系统可以工作。2秒后,下行取待加工元件;SQ6灯亮表示可以取元件,5秒后M2上行得电,取待加工元件上行;SQ5灯亮表示上行到位。然后后行,直到碰到SQ1限位开关才停止,下行放元件;SQ6灯亮表示下放结束,进行电镀。10秒后结束电镀,上行,到达SQ5后,前行,到达SQ2位置,进行回收液处理工作。同样是下行,5秒后,上行;当碰到SQ5后再前行,到达SQ3位置停止,进行清水处理工作。同样下行,5秒后上行;当碰到SQ5后再前行,到达SQ4后停止前行,开始将被加工元件下放到取物台上,并取下一个待加工元件,进行下一个循环。
5 结语
通过OPC技术和WinCC组态软件开发了基于西门子PLC的电镀流水线的仿真实验系统,该系统可以实时的反映了实验过程中各种变量的变化情况,实验效果良好。
参考文献:
[1]刘华波.组态软件WinCC及其应用[M].北京:机械工业出版社,2009.
[2]甄立东.西门子WinCC V7基础与应用[M].北京:机械工业出版社,2011.1.
[3]张海红,武建卫,史丹青,郭夕琴. 基于PLC控制的水塔水位的控制设计[J]. 电子制作,2013(19).
[4]周玲,钟义广. 一种简单实用的水位自动控制系统设计[J]. 中小企业管理与科技(上旬刊),2010(02).
作者简介:
周丽霞(1983-),女、汉族、四川成都人,2007年四川大学机械电子工程硕士研究生毕业,现为成都航空职业技术学院专任教师,职称讲师,研究方向:机电一体化






共0条 [查看全部] 网友评论