


关键词:主传动;变频控制;SL150升级;调试维护
Abstract: Based on the application of the SL150 control system in the upgrading of the roughing main drive of the 1580 hot strip production line of Rizhao Iron and Steel Co. , Ltd., this paper mainly introduces the composition of the SL150 system and how to replace the old SIMADYN D vector control system, to upgrade the system part of the equipment to benefit the old and new control system seamless lifting application process.
key words: Main Transmission; Frequency conversion control; SL150 upgrade; Debugging and maintenance
1 前言
日照钢铁1580热轧轧机主传动系统采用西门子原装全数字交交变频矢量控制的交流调速装置,控制装置采用的是SIMADYN D矢量控制系统。该套系统是2006年投产,运行至今已经超过10年,随着设备的老化,设备性能逐渐下降,设备故障率逐渐增加;西门子SIMADYN D控制装置已经停止生产,励磁柜SITOR等器件已经不再供货,一些关键控制模板无替代产品,备件采购困难,尤其是励磁柜内全部备件无法供货,导致系统存在停运的风险。这些对主传动设备的正常运行都带来了较大隐患,鉴于以上原因首先对粗轧主传动原控制系统进行了升级换代,使用了全新的西门子SL150控制系统。
2 粗轧主传动系统升级改造的总体思路
1580热轧带钢9台轧机主传动全部采用哈尔滨电机厂生产的大功率凸极6000KW同步电动机,西门子SIMADYN D全数字交-交变频矢量控制的交流调速装置。交-交变频装置主要是由三台电网自然换流无环流可逆变流器、整流变压器、励磁主回路及调速矢量控制系统等所组成。升级改造思路:粗轧主传动控制系统升级采用SIEMENS公司的全新SL150全数字64位机矢量控制交-交变频控制系统,完成电动机控制、保护以及故障诊断等任务。
Ø 主传动控制系统,最新原装SL150控制柜、励磁柜、辅助柜、SL150功率柜、电机ET200S站;
Ø 轧机配套的润滑控制系统和配电柜升级换新;
Ø 对粗轧主传动电气传动系统的整流变压器(定子和励磁)和同步变压器利旧;
Ø 对轧机主电动机编码器利旧;
Ø 升级更新与PLC自动化系统的Profibus-DP通讯接口。
3 升级改造SL150系统的组成及控制原理
主传动电机为交交变频变流装置供电的交流同步机,电控装置采用SIEMENS公司的全新SL150全数字矢量控制系统。
交-交变频系统主回路单线图如图1所示。该交-交变频系统主回路是由三台电网自然换流、无环流可逆变流器、整流变压器、励磁主回路及调速矢量控制系统所组成。3套变流装置的正输出母线直接接至同步电动机三相定子绕组,负输出母线短接在一起,构成Y形三相交-交变频变流器。晶闸管变流柜的主回路采用三相全控桥式线路,采用有准备逻辑无环流电流切换方式。
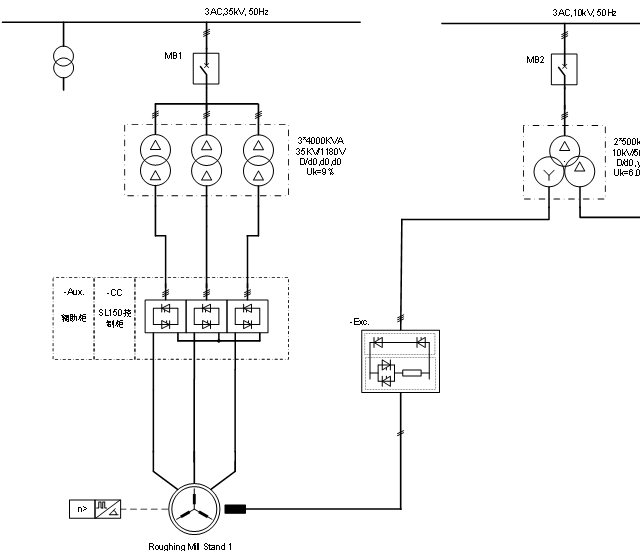
图1 交-交变频系统主回路单线图
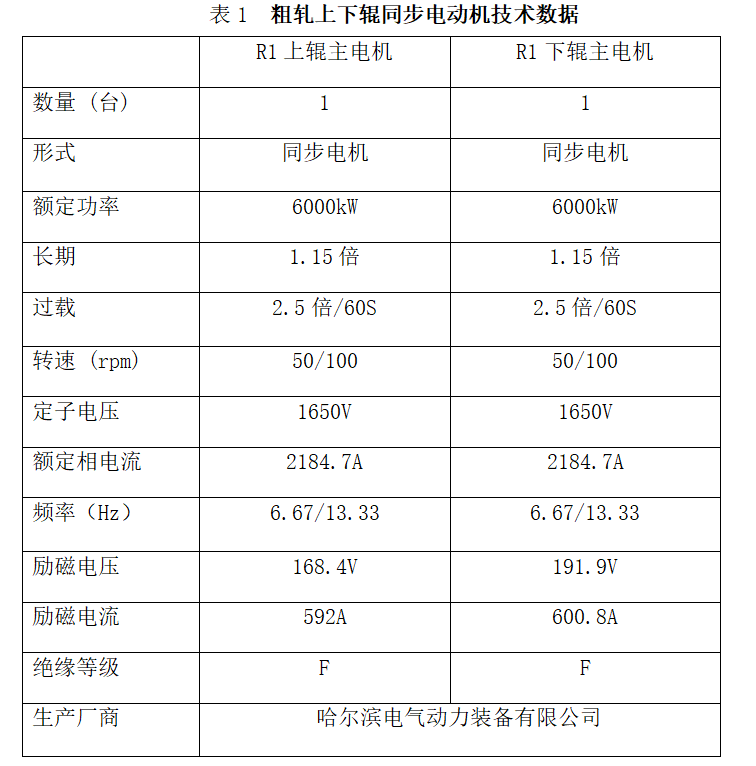
3.1 粗轧上下锟同步电动机技术数据
粗轧上下辊同步电动机技术数据如表1所示,1580热轧带钢生产线的2台粗轧轧机主传动是哈尔滨电机厂生产的大功率凸极6000kW同步电动机,该型号电机过载能力及抗冲击负荷能力强,性能稳定可靠,是热轧线的主要装备。
3.2 硬件系统配置及传动系统各项性能指标
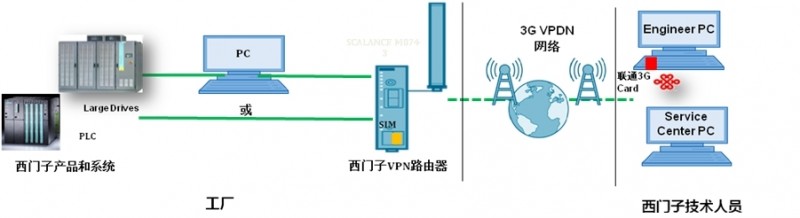
图2 系统硬件配置
系统硬件配置如图2所示,西门子SL150控制系统信息传输到电气室内PC机,PC机信息再到西门子安全网络路由器SCALANCE M874-3作为客户端的VPN路由器,利用厂内提供的VPDN网络上网,并具有固定的IP地址。西门子服务中心可以通过基于IPsec VPN的网络访问客户端的路由器和该路由器的内网所联接的驱动和自动化设备,实现远程服务。SINAMICS SL150变频器规格如表2所示,表2中的内容列出了粗轧上下辊SL150变频器的相关参数指标。

3.2.1 交-交变频系统的优越性
可以采用交流偏置技术,使整流变压器二次电压降低、可控硅电压安全系数提高、变频器容量降低、电机内无三次谐波。高过载能力、触发单元简单、高功效(没有直流环节)、结构简单、鲁棒性和可靠性好、在低频段仍可以有较大转矩。
v 西门子原装SL150变频系统的性能特点和优越性,如表3所示:
表3 西门子原装SL150变频系统的性能特点和优越性
|
内容 |
具体特点和优势 |
备注 |
|
技术方案技术先进性 |
(1)控制柜采用SL150原装,控制器内部程序全部采用德国原厂程序,久经考验,稳定可靠。 (2)功率柜为原装西门子柜,采用英飞凌可控硅,串型结构散热可靠,可控硅更换极方便。 (3)每个可控硅上有一块独立的触发板。可以对每个硅状态进行单独检测和故障定位;触发板采用自取电技术,无需外部供电。 (4)励磁柜为西门子原装6RA80装置。 (5)预留PDA接口,方便对装置参数监控,上位机对状态显示。 |
|
|
技术方案的可靠性 |
(1)控制柜、功率柜、励磁柜等所有设备均采用西门子原装进口设备,接口简单可靠,无任何附加转换板。 (2)功率柜采用单柜形式,串型结构简单,并联风道设计,散热效果好。 (3)D455-2采用德国原厂S06程序,稳定可靠。 (4)西门子有SL150原装系统在钢铁粗轧,以及大H型钢和大棒生产线的开坯机应用实例,其应用程序的稳定性已得到充分验证。 |
|
|
技术方案的经济性 |
(1) 备件模块化设计,和西门子低压变频器通用,获取容易,价格便宜。 (2) 能够自动故障诊断到单个可控硅,减少故障诊断时间。 (3) 不用零电流检测板等模拟电路板,接口少,故障低。 (4) 功率柜采用串型结构,更换元件方便,更换可控硅可在20分钟内完成。 |
|
3.2.2 交-交传动控制系统
在本系统中配备SL150控制系统,完成自身的电机控制、保护和故障诊断等任务。
控制系统包括一套完整的硬件及软件,系统接收光电码盘反馈回的速度及位置信号,完成速度控制及工艺运算、矢量变换控制运算,形成定子三相电流的设定值及转子励磁设定值,进行三相电流调节运算和转子励磁电流调节运算,并输出晶闸管功率柜的触发脉冲,通过晶闸管功率柜控制同步电动机。
控制系统采用西门子公司的SINAMICS SL150全数字控制系统实现电机控制,它的核心单元为SIMOTION D455(最新版本)控制器、SINAMICS CU320(最新版本)控制器和PSA功率适配模板、ATV光纤电流电压实际值检测模块及TAS21F光控可控硅触发板等,实现包括同步电机的速度控制、矢量控制、电流控制、电机的启停控制和电机保护,建立Profibus DP通讯网将SL150设备及上位机有机地连接起来,实现本地现场数据采集,故障显示、诊断及综合控制和集中管理。
3.2.3 控制系统软件
系统采用图形化可编辑软件包该软件为图形编辑软件、表格形式的编辑软件以及在线测试软件、服务软件等,由用户按照系统要求把面向功能框图的功能块组接编辑形成工程软件。同时,系统支持运行中的在线调试。
SL150的控制系统实现交交变频同步电机矢量变换运算。通过现场总线实现与远程I/O站及励磁6RA80装置的数据交换,D455-2和CU320-2控制单元与上位机的数据传输以及与用于实现故障诊断的信息传递由通讯网络完成。
SL150控制系统具有以下功能:
Ø 开环控制功能;
Ø 闭环控制功能;
Ø 速度控制;
Ø 电枢电流控制;
Ø 矢量控制;
Ø 磁场控制;
Ø 故障情况下传动系统的急停;
Ø 逻辑控制功能;
Ø 功率因数控制;
Ø 主轴定位控制;
Ø 负荷平衡;
Ø 与基础自动化的通讯;
Ø 操作和状态信息的显示及故障诊断。
系统软件包括在线测试软件、服务软件等,系统软件在处理器模板上运行,它包括操作系统、监视程序、数据传送和故障诊断等程序。
3.2.4 交-交同步机矢量控制
SL150控制系统采用矢量控制原理,适用于低速大于转矩的凸极电机。
同步电机磁场定向控制系统的框图如图3所示。其中磁场定向控制是采用以电动机磁场定向的控制方法,通过码盘采集电动机实际速度和转子位置、以及通过传感器采集定子实际电压和电流信号,经软件中电机的电压模型和电流模型计算出磁通矢量,以该矢量的方向作为电流励磁分量的方向,以该矢量逆时针旋转90度的方向作为电流力矩分量的方向。通过采用磁通矢量定向控制,使定子电流可以按照励磁和力矩分量分别控制,达到与直流电动机调速系统相同的静态、动态品质。采用以磁通定向的矢量控制,满足轧机基速以下恒转矩、基速以上恒功率的调速要求。速度调节器比例采用弱磁自适应。
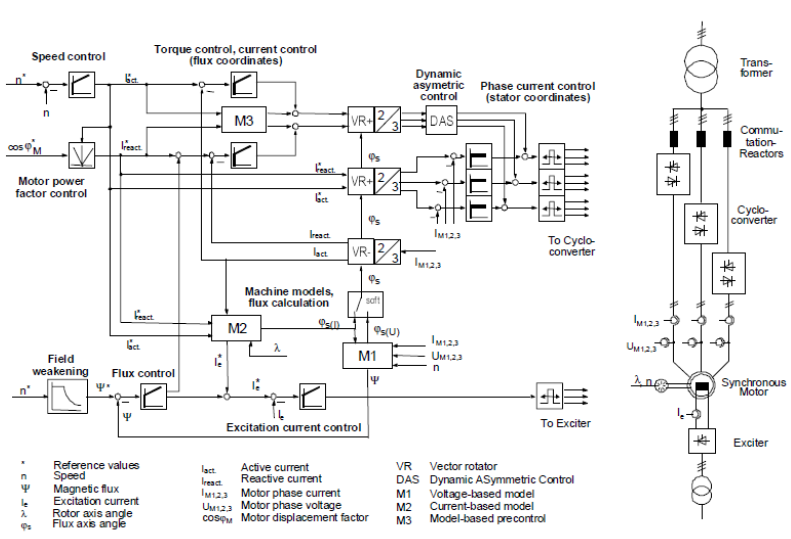
图3 同步电机磁场定向控制系统框图
3.2.5控制系统通讯
SL150的控制模板D455配置有DP通讯协议接口完成与上位PLC的通讯,实现对传动系统的控制。上位PLC通过DP网络与SL150系统进行通讯,完成整个系统的工艺控制、信息管理和系统监控功能。
主传动系统具有良好的操作和监控人机界面,具备PROFIBUS-DP总线接口,通过与一级自动化系统的通讯,实现对主传动系统的无级速度控制。
SL150控制系统通过DP网向一级自动化系统提供电动机速度、转矩、电流、磁通、故障报警等信息;并且接受自动化PLC系统的操作控制指令、起停指令、速度指令及其它控制信息。
D455配置有DP通讯协议接口,使用PROFIBUS-DP通讯协议,实现SL150控制器通过现场总线与远程I/O站ET200S之间的数据传输,主要任务是支持SL150对现场的数据采集及控信号传送。
为控制装置配置一套ET200S远程I/O系统,完成电机侧的现场数据采集,主电机的温度检测信号、轴承温度检测信号、通风冷却检测信号、润滑油站信号等均通过远程I/O接入到SL150控制系统中,由控制系统进行监控。
Ø 主电机定子绕组温度监控;
Ø 主电机通风冷却监控;
Ø 主电机轴承温度监控;
Ø 主电机润滑系统监控。
柜门上的操作面板TP900与SL150控制系统进行通讯,以实现传动系统的本地调试、运行状态显示及故障信息显示等功能。
3.2.6变频电控系统保护
v定子回路电压保护
设置电子过电压保护,用AVT模块检测定子电压值实际值。当电压超过1.4倍额定电压时,封锁系统,跳闸保护。
v转子电压保护
设置电子过电压保护,当转子电压值超过1.3倍Uemax时,控制系统封锁并跳闸保护。
v定子过流保护
电机堵转:当电流达到最大值Imax超过60s,控制系统发出封锁信号,停车保护。
电机瞬时跳闸:I=1.3×Imax时,动作定子高压开关。
v转子过流保护
当转子电流值达到Iemax超过t=60s,控制系统封锁。
当转子电流值达到I≥1.3Iemax,动作转子开关。
v过速度保护
交流同步电机轴端装有电子式离心开关。
n=110%nmax,超速报警;n=115%nmax,超速跳闸。
v设备过热保护
交流同步电机定子、轴承均安装测温元件,控制系统监视电机和轴承温度,当电机温度过界后将报警或跳闸。
晶闸管主柜散热由离心风机提供冷却风量,在柜内安装风压检测器,当风量不足或风机停止,柜内温度过界时,发出晶闸管主柜过热信号。
v 接地保护
Ø 定子接地保护:接地保护装置用于定子接地保护。当定子绕组接地或绝缘降低时,发出信号切断定子开关。
Ø 转子接地保护:当励磁绕组接地或绝缘降低时,发出信号切断定子开关和转子高压开关。
4 SL150控制系统的调试和运行维护
SL150控制系统软件基于Windows操作系统环境,安装SIEMENS公司SCOUT通用编程软件,主要以CFC语言编程。
调试和维护界面如图4所示,适用于所有的SINAMICS系统,均为图形界面,不需要专业的编程语言,清晰而方便。
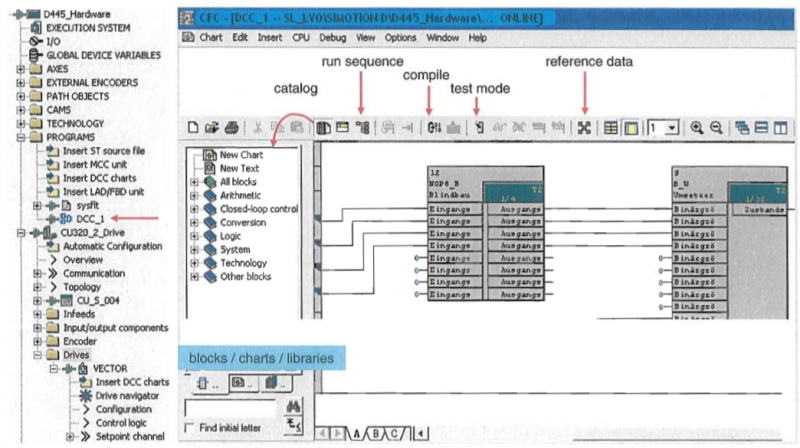
图4 SL150控制系统软件调试和维护界面
在控制柜柜门上安装有专用操作面板TP900,SL150控制器D455控制模板与操作面板间通过以太网通讯。实现信息管理及传动系统的故障收集、显示、诊断以及对系统运行状态的显示,完成运行参数监视、故障报警、开环调试运行等功能。
SL150控制器D455控制模板与调试PC机间可通过多种通讯方式进行通讯,如以太网、MPI、DP、串口等,支持SL150服务软件的在线访问,以协助现场调试。
5 结束语
通过对热轧带钢生产线粗轧主传动控制系统升级改造的过程分析详述,谨以此文来与专业同行共同探讨学习,进行交流,为企业面临旧的变频设备改造升级换代提供借鉴,以利为企业生产做出更大的贡献。
参考文献:
[1]李永东. 交流电机数字控制系统[M]. 北京:北京机械工业出版社,2002年10月.
[2]孙运祥,等. 电机与控制应用[M]. 上海电器科学研究所(集团)有限公司,2020年1月.
作者简介:
朱建强,1967年2月10日出生,男,大学学历,山东省日照钢铁有限公司工作,电气自动化高级工程师,负责热轧带钢厂电气设备维护管理工作。
联系电话:13562366205
工作单位:山东省日照钢铁有限公司板材轧钢制造部
通讯地址:山东省日照市沿海路600号日照钢铁有限公司板材轧钢制造部
邮编:276806
电子邮箱地址:zhujianqiangamy@163.com




共0条 [查看全部] 网友评论