



关键词:Factory IO;PLC;仿真
Abstract: In this paper, taking different height product sorting control system as an example, a virtual simulation experiment of PLC based on factory IO is constructed. Through the simulation method to simulate the operation of CPU, observe the animation display in the scene, and intuitively monitor the execution process and running results of PLC program.
Key words: Factory IO; PLC; Simulation
1 引言
文章设计一个生产线上按照产品的不同高度进行分拣,传送带输送产品依次进入传感器感应区域,按照高度分为两类,分别进入左右2条不同的传送带,送往不同的指定区域。
本文采用Factory IO仿真不同高度产品分拣控制流程。此软件支持西门子和三菱系列的绝大部分PLC型号以及其对应编程软件的虚拟PLCSIM的仿真。本文基于西门子TIA Portal V14集成开发环境开发西门子1200 PLC控制程序,然后启动PLC SIM和Factory IO软件通信,实现不同高度分拣的动画场景的仿真调试。
2 PLC控制虚拟仿真设计
2.1 虚拟仿真场景设置
Factory IO软件本身提供20多个已搭建好的工业自动化场景,这里在提供的场景中选择Sorting by height(Basic)场景。将Actuators Tags打开,显示所有的输出信号Q对应的执行动作标签,点击标签,对应的标签栏会依次显示在场景的左上方。可以双击标签中的英文改为汉语,也可以分别对某一个执行动作对应Q信号进行强制。如图1所示,将“物料进入”信号强制,显示信号为FORCED,然后点击运行,即可看到物料显示在进入传送带之前。如果“进入传送带”信号强制,显示信号为FORCED,即可使物料向分拣方向运行。通过强制信号可以充分理解Q信号所对应的具体执行动作,有利于设计好系统的控制流程。
2.2分拣系统控制流程
此分拣系统在按下启动按钮后,Factory IO软件开始生成物料,然后开始进入分拣传送带,当到达分拣位置时,开始加载进行分拣,当前一个物料正在分拣时,下一个物料暂停进入分拣区域。通过物料本身高度触发的传感器信号来决定分拣后的传输方向,即触发左右哪条传送带进行传输物料。然后开始下一个物料的分拣。控制流程图如图2所示。
3 分拣系统控制系统虚拟仿真
PLC程序编辑模块采用西门子公司官方推荐的PLC程序编写软件TIA Portal V14集成开发环境进行程序的编写调试工作。在仿真环节中,使用PLCSIM软件对PLC进行仿真调试,待仿真成功后,将刚才编写好的程序下载到实体PLC中,利用应用场景仿真模块进行三维立体仿真演示。
3.1 PLC型号选择及IO地址分配
打开“Factory IO”,任务栏点击“文件-驱动”,在下拉菜单中选择“西门子S7-PLC SIM”(若与实物PLC进行连接,则选择对应型号的PLC)。选择对应型号的PLC,并自动连接,连接成功。在“配置”里选好PLC型号,各个输入输出点的点数,直接把相应的按钮信号、指示灯信号、传感器信号、驱动器信号(电机信号居多)拖进对应位置即可。如图3所示。
3.2 仿真
使用FACTORY I/O对博途程序西门子PLC码垛程序进行仿真,点击设备组态的常规以太网地址,IP地址设置为192.168.0.1。点击编译、下载、启动仿真,在弹出的窗口点击装载,在弹出的PLC SIM窗口点击run,程序正常运行,打开FACTORY I/O软件,打开事先根据PLC码垛程序搭建好的场景,点击文件下面的驱动,选择Simens S7-PLC SIM点击连接与博途软件连接成功。打开Factory IO物流分拣系统场景,将控制柜上的运行模式切换为自动挡。点击“START”开始按钮,装料传送口出现箱子,分拣系统开始运作。
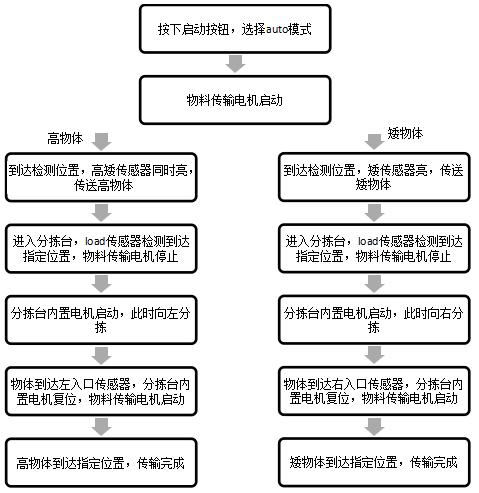
图1 高低物料自动化分拣控制流程
如图2所示,绿色箭头位置可以随机生成多种形状尺寸不同的箱子。沿着传送带依次就是一组传感器,以获得箱子的高度信息。再往后是一个换向器,可将箱子送往两个不同的方向。最后两个不同方向采用相同的工作方式将箱子送往终点并消失。高度分拣会经过高度传感器,如图4所示,最高的箱子会触发“小箱子”、“大箱子”两个传感器信号;最矮的箱子只会触发“小箱子”信号。换向功能含三个驱动器,即转向器,装载器,卸载器(装载卸载即为其上滚轮的正反转)。换向器采用的是链式的,当物体进入到换向器合适正确位置根据高度传感器反馈的信号以此的进如对应的卸载区域。仿真动画过程如图5所示工作过程:在上料点产生箱子,在传送带上运动时,由各个传感器传入数据分析箱子尺寸及其所处位置,最后得出箱子该送往何方。在这里,我设定为:小物体→左边,大物体→右边。不同尺寸的物体将通过换向器送往不同方向。

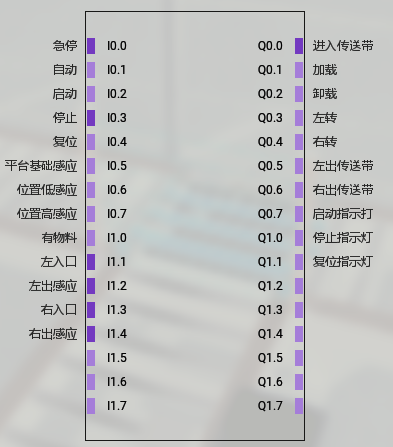
图2 场景输出信号强制 图3 IO地址分配


图5 仿真动画场景 图5 仿真动画场景
4 结语
通过Factory IO虚拟仿真可以不依赖于硬件PLC,通过仿真方法模拟CPU进行程序下载、测试,观察场景中的动画显示,直观地监测PLC程序的执行过程和运行结果。可以更好地展现工业环境下PLC的运行情况并模拟异常情况下的系统运行状态。
参考文献:
[1] 朱红娟. 基于Factory IO的PLC虚拟仿真控制系统研究[J]. 信息与电脑置,2020(14):224-226.
[2] 李继芳,许英杰,鲍平. PLC虚拟仿真实训教学平台建设探索[J]. 实验技术与管理,2016,7(2):118-121.
[3] 韩锐. 虚拟仿真系统在PLC课程教学中的应用[J]. 职业,2018,(29):118-119.
作者简介:
周丽霞(1983-),女、汉族、四川成都人,2007年四川大学机械电子工程硕士研究生毕业,现为成都航空职业技术学院专任教师,职称讲师,研究方向:机电一体化。






共0条 [查看全部] 网友评论