



柴俊
(江苏联合职业技术学院无锡机电分院,江苏省 无锡市 214028)
摘 要:目前,常见的物流分拣旋转辊道是通过减速齿轮和同步皮带驱动滚筒,从而驱动整条传送皮带。为提高系统效率,本文采用外转子无刷直流电机取代传统的旋转辊道,并采用RS-485串行总线设计主从控制系统,实现多从站的控制。进而,以MODBUS-RTU通讯协议设计控制系统通讯,实现多工况控制和多数据传输的功能。
关键词:旋转辊道;外转子无刷直流电机;RS-485;MODBUS-RTU
Abstract: At present, the common logistics sorting rotary roller table drives the drum through reduction gear and
Key words: Rotating roller table; External rotor brushless DC motor; RS-485; MODBUS-RTU
1 引言
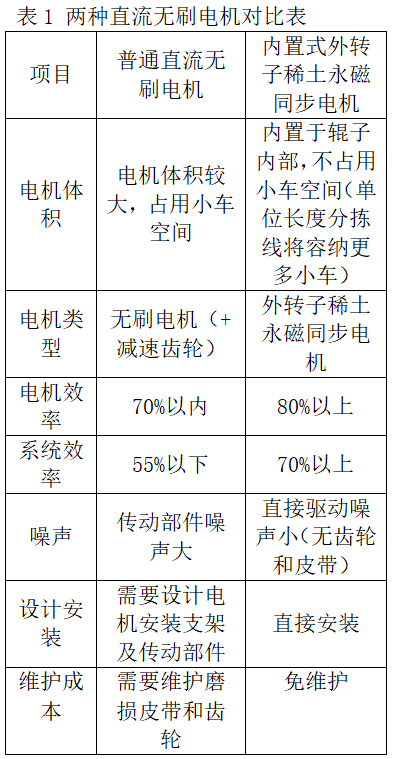
目前国内外普遍采用交叉带分拣机作为物流行业高速分拣包裹的设备,该设备中用于分拣的小车上装有传送皮带,皮带由滚筒摩擦进行传送,该皮带的主要作用是将包裹传递上小车,然后小车运输包裹在轨道上运行,小车运行到指定的投放口时,小车将接到指令迅速由传动皮带运转将包裹投下,完成包裹的分拣。为了提高分拣效率,小车上的驱动需要迅速反应,同时由于分拣的包裹有重有轻,所以需要驱动的电机功率比较大,驱动传动皮带的滚筒的转速比较高。
目前比较普遍的应用是使用一个电机通过减速齿轮和同步皮带驱动滚筒,从而驱动小车上的传送皮带。这种方法的缺陷是会产生一定的传动损失,减速齿轮和同步皮带至少需要损失掉15%以上的效率;同时该结构中的齿轮及同步皮带经过长时间运转将会产生一定的磨损,造成大量的后期维护陈本;由于使用齿轮和同步皮带该设备的噪声较大,同时运作时将严重影响工作环境;电机加上减速齿轮,再加上同步皮带将使小车的结构比较复杂,占用较多的空间,使有效分拣的小车数量减少[1]。
2 无刷直流电动滚筒
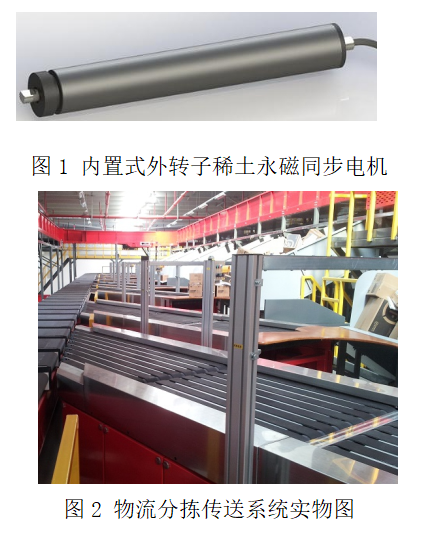
高速分拣机的小车上需要使用旋转辊道来进行货物的分拣,传统方式采用通用旋转电机进行驱动,此方式一般采用直流无刷电机进行辊道的驱动,使用同步传送皮带或齿轮进行传递,过程中将有多道传动过程,传动损耗比较大,同时电机轴需要与辊子端部平行,占用较大的空间,导致小车空间利用率低,重量重,单位长度的分拣线小车数量少。如图1所示,现有技术将电机的驱动与辊筒合为一体,辊筒的转动由内置的电机直接驱动,辊筒的筒体即为电机的转子,通过对内部永磁电机的优化设计,使其满足客户的大转矩、高转速、高响应速度等需求,实现了高效率直驱的创新应用[2]。其与传统的直流无刷电机对比如表1所示。
3 控制硬件选择
成都爱控电子科技有限公司高性能直流有感无刷电机驱动器/控制器AQMD6010BLS,支持RS-485多机通讯,支持MODBUS-RTU通讯协议,方便多种控制器(如PLC)通讯控制,支持通讯中断停机保护。驱动器如实物图3所示。
图3 AQMD6010BLS实物图
4 RS-485通讯设计
4.1 RS-485
RS-485标准是1983年电子工业协会(EIA)制定并发布的标准,后来由通讯工业协会(TIA)修订之后将其命名为TIA/EIA-485-A,人们习惯性地称它为RS-485标准。RS-485标准采用的是一种差分的传输方式,常称为平衡传输,其通讯的介质一般采用的是一对双绞线,该双绞线一条定义为A,一条定义为B,双绞线通讯的压差示如图4所示。
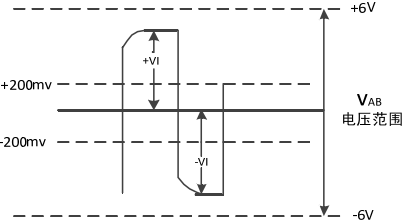
图4 双绞线A-B电平变化
RS-485标准其最大的传输距离一般低于1500米,在RS-485网络中,一般采用双绞线作为传输介质,传输线的长度与速率是成反比关系,只有在速率低于20kbps时,才可以使用最长的传输电缆,只有在距离比较短的情况下才可以获得最快的传输速率,一般15米长的传输双绞线可支持最大的传输速率仅为1Mbps。同时也不是所有的RS-485收发设备都支持10Mbps的传输速率,如果设备中含有光电隔离电路,那么通信的传输速率将会受到光电隔离器件的影响。
4.2 拓扑结构
RS-485网络是采用一种拓朴结构,一般在传输设备的发送及接受终端都需要一个匹配电阻,对于其大小一般要求等于传输线的等效阻抗值。一般工程实际应用情况都是取120Ω,在距离短、波特率低的传输情况下可以不接匹配电阻,终端接匹配电阻时,一般被并接在A-B两个引脚之间的。RS-485标准是一种具有高的噪声抑制比、经济适用性好、传输距离远、共模范围比较宽的通信标准。另外,RS-485通信电路具有成本低廉、控制方便等等优点。被运用在许多不同的领域,用作为数据传输的链路。本系统所使用的RS-485总线,它在数据采集过程中,一次只能与总线上的一个从机单元进行通信,不能同时访问多个设备[3]。
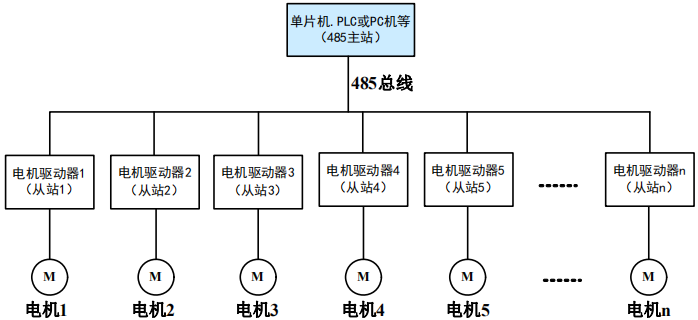
图5 RS-485多站点通讯控制拓扑图
整体拓扑结构图5所示,硬件接线方式如图6所示。
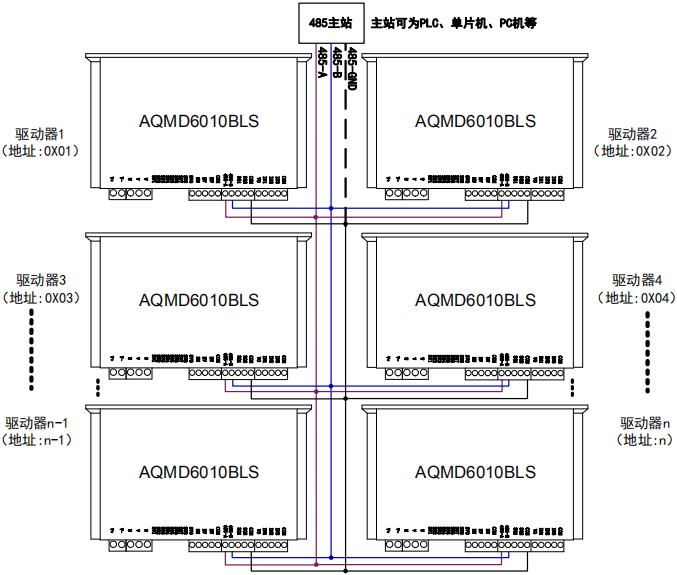
图6 RS-485多站点控制硬件接线图
4.3 从站通讯设计
从站通讯主要对主站通讯协议的匹配,需要取对从站的地址进行设置。所选的控制器是通过七个拨码开关实现对从站地址的设置。通过二级制数的译码,可以译成地址0x01至0x80(这里做加1处理)。相应地,整个系统最多可以控制128个从站,实现128个无刷直流电机的控制。
4.4 主站通讯设计
串口通讯控制方式时,波特率默认为 9600bps,数据位为8位,偶校验,停止位为1位;波特率可配置范围1200至115200bps,数据位固定为8位,校验方式可配置为奇校验、偶校验或无校验,当为奇、偶校验时停止位为1位,无校验时停止位为2位;从站地址由拨码开关1-7位设定。
每个字符使用11个比特位(1位启始位,8位数据位,1位校验位加1位停止位或无校验位加2位停止位);当波特率在19200bps及以下时,字符超时时间为1.5个字符间隔;19200bp以上时,超时时间为0.75ms;当发生字符超时时,之前接收到的数据将被视为无效;帧超时时间为3.5个字符间隔,当发生帧超时时,就表示这一帧发送完成。
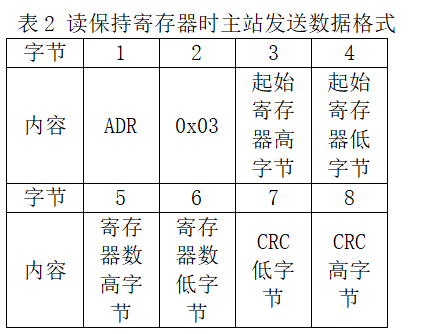
读保持寄存器:功能码0x03,主站发送数据MODBUS-RTU的格式如表2所示。其中,第1字节ADR:从站地址码(0x01~0x80);第2字节0x03:读寄存器值功能码;第3、4字节:要读的寄存器开始地址;第5、6字节:要读的寄存器数量;第7、8字节:从字节1到6的CRC16校验码。
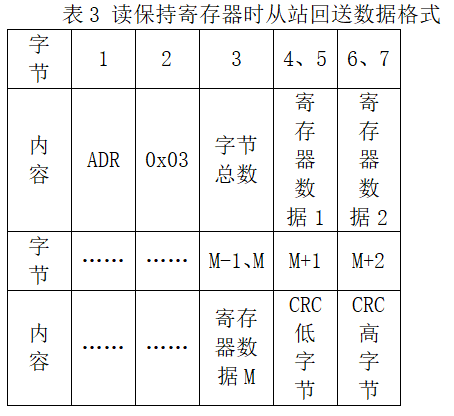
从站回送数据格式为:第1字节ADR:从站地址码(0x01~0x80);第2字节0x03:返回读功能码;第3字节:从4到M(包括4及M)的字节总数;第4到M字节:寄存器数据;第M+1、M+2字节:从字节1到M的CRC16校验码。具体如表3所示。
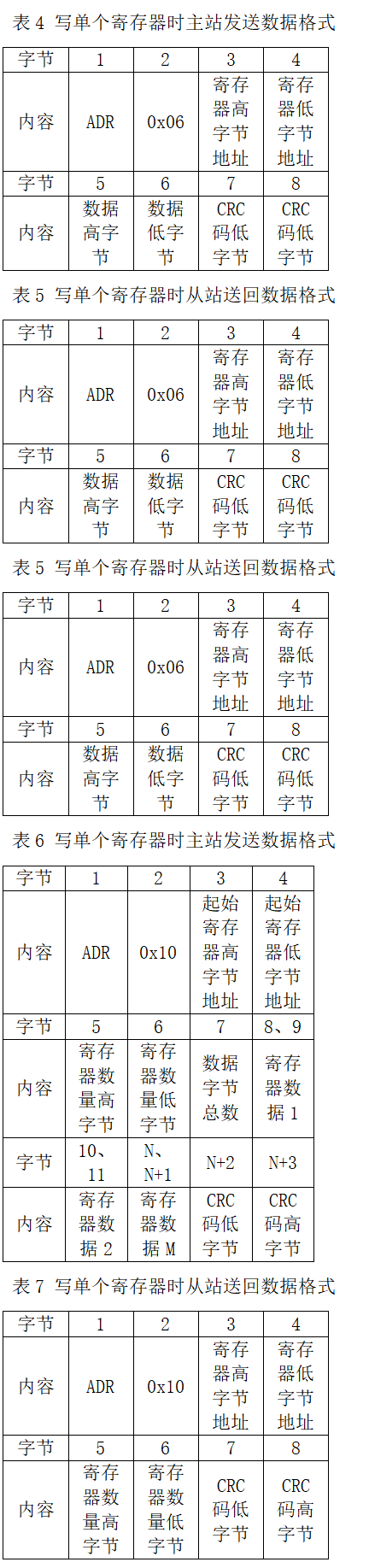
写单个寄存器:功能码为0x06;其中,主站发送数据格式如表4所示,从站发送数据格式如表5所示。
写多个寄存器:功能码为0x10;其中,主站发送数据格式如表6所示,从站发送数据格式如表7所示。
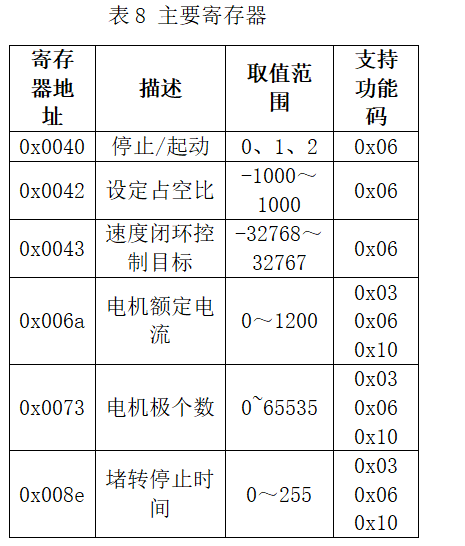
主要寄存器:设备描述信息寄存器、实时状态寄存器、速度控制寄存器、电机控制参数配置寄存器、系统参数配置寄存器等[4-5]。表8中给出了主要寄存器信息。
5 总结
本文针对基于减速齿轮或同步皮带驱动滚筒的物流分拣旋转辊道系统效率低的问题,采用了外转子无刷直流电机取代传统的旋转辊道,并采用了RS-485串行总线设计主从控制系统,实现多从站的控制。进而,以MODBUS-RTU通讯协议设计控制系统通讯,实现了多工况控制和多数据传输的功能。
参考文献:
[1] 实用新型专利,用于物流分拣设备的无刷直流外转子电动滚筒装置[P]. CN201420063854.X.
[2] 刘志强,舒刚华,杜荣华,杨中华. 无刷直流外转子电机结构参数优化[J]. 食品与机械, 2016,32(11):93-97+228.
[3] 侯睿,张驰,周沛驰,李宗霖. 智能物流分拣传送系统设计与实现[J]. 信息记录材料, 2018,19(11):79-80.
[4] 刘喜增. 基于RS-485的多点传感器采集系统设计[D]. 湘潭大学,2017.
[5] 李明海. MODBUS RTU转TCP协议远程通讯在海上平台的应用[J]. 当代化工研究, 2019(01):131-132.






共0条 [查看全部] 网友评论