


GSK218M加工中心数控系统是广州数控设备有限公司自主研发的普及型数控系统,适配加工中心、数控铣床、数控钻床等机床。系统采用32位高性能的CPU和超大规模可编程器件FPGA,实时控制和硬件插补技术保证了系统um级精度下的高效率。系统标准配置为四轴三联动,旋转轴可由参数设定,可选配四轴四联动,系统最高定位速度30米/分,最高进给速度15米/分。
采用μC/OS 实时操作系统充分保证插补任务的实时性,多任务的操作系统也使得系统模块清晰,功能裁减简单,能够及时响应市场需求。采用10.4寸彩色显示器,FPGA显示控制技术。在线编辑PLC使逻辑控制功能更加强大灵活,PLC任务由单独的单片机周期性执行,与主CPU构成主从应答机制。
一、产品外观及接口布局
该系统设计为一体化结构,操作面板、编辑面板及显示模块在一起,结构紧凑,安装调试简单,图一为GSK218M的正视图:

图一 :GSK218M的正视图
外部接口方面,力求结构清晰、连接简单、实用性强。整体分布如下图二所示:
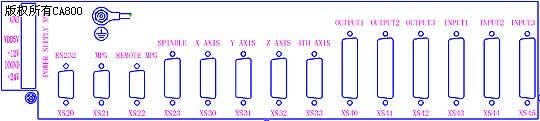
图二:GSK218M接口图
二、GSK218M性能特点
1、G功能简介
系统总共具有79种G代码,除具有G00、G01、G02、G90、G91、G17、G18、G19等通用G代码外。还具有以下较为实用的功能:可编成数据输入功能G10、G11;公英制数据输入及自动切换功能G20、G21;自动拐角圆弧功能G39;单方向定位功能G60;缩放功能G50、G51;旋转功能G68、G69;极坐标功能G15、G16等。
此外,系统具有挖槽、扩孔的特殊固定循环指令G22、G23、G24、G25、G26、G32、G33、G34、G35、G36、G37、G38,在钻铣加工中心上有很强实用性。
2、加减速功能
为最大程度满足客户需求,系统在加减速和插补方面功能丰富,可选择性较强,这些功能都开放给客户,通过参数可选。
|
操作方式 |
前加减速 |
后加减速 |
|
手动方式 |
无 |
直线型、指数型 |
|
手轮方式 |
直线型 |
指数型 |
|
单步方式 |
无 |
直线型、指数型 |
|
快速定位 |
直线型、S型 |
直线型、指数型 |
|
切削 |
前瞻控制、直线型、S型 |
直线型、指数型 |
|
刚性攻丝 |
直线型 |
无 |
根据不同类型的机床,在效率和平稳性方面可以找到较好的组合。如果机床刚性较好,可选直线型前加减速,缩短定位时间;相反如果刚性较差,可选指数型后加减速,使机床定位平稳。
3、刚性攻丝和主轴跟随方式攻丝
刚性攻丝:用第四轴的接口作伺服主轴接口,用脉冲串方式进行攻丝,需配具有位置环的主轴伺服单元,理论上攻丝最大主轴转速由伺服单元决定,实验做到1800r/min。刚性攻丝加减速参数可调。
主轴跟随攻丝:每个周期检测主轴转速,进而决定进给量,实验做到800r/min。
4、速度前瞻及轨迹前瞻
系统提前预读100段程序单节,预先处理15段轨迹,具有速度前瞻和轨迹前瞻功能。速度前瞻可以预先规划通过每个程序段末端点的速度,使曲线离散后的小线段插补时速度不反复升降,保持较高平均速度。轨迹前瞻可以提前对离散后的小线段进行重新规划,删除一些奇异点,重新离散一些偏差较大的线段,使整个插补过程高速平滑。
5、插补功能
系统将插补精度分为八个级别,用户根据需求在精度和效率间寻求平衡,插补精度级别越高,速度越高,精度越低;相反,插补精度级别越低,速度低,精度越高。推荐使用2级插补精度。
系统同时具有Hermit样条插补功能,对精度要求较高的场合打开该插补。
6、补偿功能
系统具有刀具半径补偿功能、长度补偿功能、磨耗补偿功能、反向间隙补偿功能、螺距补偿功能。
刀具半径补偿即刀尖半径补偿—C刀补,实现时可分为伸长型、缩短型和插入型。刀具长度补偿和自动换刀结合使用,实现换刀后自动补偿,系统具有256组刀补数据,满足大部分加工中心需求。反向间隙补偿具有按固定频率或按升降速两种方式选择。螺距误差补偿功能由参考点补偿号码、补偿点数、补偿间距、补偿倍率等参数设置,五个轴分开设置补偿量,单向最大可设置1000个补偿点,双向2000个补偿点。
7、手动操作
手动干预返回功能使自动和手动方式灵活切换。当在自动、录入、DNC方式下有程序在运行时通过暂停后转换到手动方式,则可进行手动干预操作,移动各轴,完成动作后再转换到自动方式按“启动”键运行该程序时,各轴以G00方式快速返回到原手动干预点后继续运行程序。
手轮中断和单步中断功能完成自动运行过程中的坐标系平移。当在自动方式下运行程序时通过暂停后转换到手轮或单步方式,则可进行手轮或单步中断操作,移动各轴,完成动作后切换至自动方式下后启动,工件坐标保持不变,实现机床坐标偏移,直至再次进行机械回零后坐标恢复实际值。
8、多级密码保护功能
为了防止加工程序、CNC参数等被误修改,GSK218M系统提供了权限设置功能,密码等级分为4级,由高到低分别为1级(系统厂家级)、2级(机床厂家级)、3级(系统调试级)、4级(终端用户级)。
9、通讯功能
通讯功能可以使用USB接口和串口(RS232)通讯,接口都设计在系统正面的显示面板上,操作简单、使用方便。
USB接口支持多次热拔插。可使用U盘传输加工程序和升级软件,支持U盘在线加工(U盘DNC)。
RS232串口用于PC机与CNC系统双向传输加工程序、参数、PLC程序及软件升级等,还可用来进行DNC加工;GSK218M 串口通讯软件为Windows风格界面,该软件可运行于Win98、 Win2K 、WinXP及WinMe。
10、PLC子系统简介
内置PLC,实现机床的各种逻辑功能控制。主要性能指标如下:
• 编程语言 :Ladder ;程序级数 :2级
• 第一级程序执行周期 :8ms;基本指令平均处理时间 :3μs
• 程序容量 :4200步
• 基本I/O:48点输入/48点输出,可扩展
• 在线编辑、转换、下载梯图,可同时装入16个梯图,也可在PC机通过软件编辑,传输。
• 指令表显示、操作。
• MCODE:定制M代码。
• 标准梯图配有机械手刀库、斗笠式刀库功能;三级自动换档功能。
11、索引功能
在索引功能中,详细介绍了在各个界面下的各种操作步骤和方法;报警号、G指令、参数、宏指令、PLC地址具体定义和设置;提供了加、减、乘、除、正弦、余弦、开方的运算方法。
12、编辑功能
程序容量:56M、最多可存储400个程序,支持用户宏程序调用、子程序四重嵌套;支持程序运行时后台编辑功能,支持绝对坐标、相对坐标编程。
三、GSK218M系统应用
1、产品应用
GSK218M加工中心数控系统现在应用配置在数控铣床、加工中心、数控钻床、数控磨床等类型产品上。目前国内配套GSK218M加工中心数控系统的主要厂家有:山东鲁南机床有限公司、济南第一机床集团有限公司、深圳市宝佳数控设备制造有限公司、浙江联强数控机床股份有限公司等企业。产品提供中英文两种操作界面,公英制转换功能,在阿根廷、巴西、印度尼西亚、波兰等多国展览会进行过展销,产品远销美国、墨西哥、阿根廷、印度尼西亚、马来西亚、巴基斯坦、叙利亚、波兰、芬兰等多个国家。
2、专机改造
GSK218M加工中心数控系统功能灵活,扩展性强,可以根据客户不同的生产要求,进行专机改造,先后改造了旋压机、铣齿机、双系统多轴纺织机械等专用机械多台,对GSK218M的应用和进一步开发提供了更广阔的平台。




共0条 [查看全部] 网友评论