


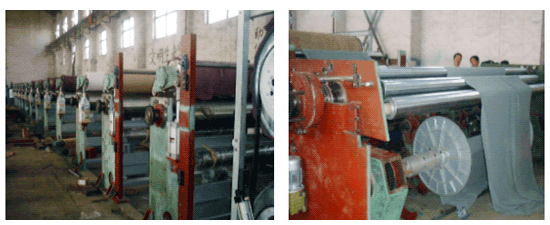
浆染联合机包括了浆纱和染整功能,应用于纺织工业织前准备工程,完成上浆工序。同时适应有梭及无梭织机的配套要求,满足淀粉浆、化学浆、混合浆等对纯棉、麻、及其混合织物、化纤及其混纺等短纤织物的经纱上浆。适应高密,细支宽幅各类织物品种的浆纱工艺要求,是棉纺织厂开发生产高产值、高效益织物品种不可缺少的关键设备。
以前国内大多引进此类设备,大多采用直流调速和机械无级变速装置。近年来采用变频调速为用户所接受。为此我们与南京某工控公司一起对浆纱机变频控制进行开发,并取得满意的效果。
(1)经轴规格:最大直径φ1000mm,适应幅宽1800mm;
(2)织轴规格:最大卷绕直径φ800mm,织轴最大轴管长度2760mm;
(3)经轴架数量:4组16只;
(4)速度:2-60m/min;
(5)蜗牛速度:0.5m/min;

整机由经轴架、染色部分、烘房、储纱架、浆槽、湿分绞、车头等部分组成。
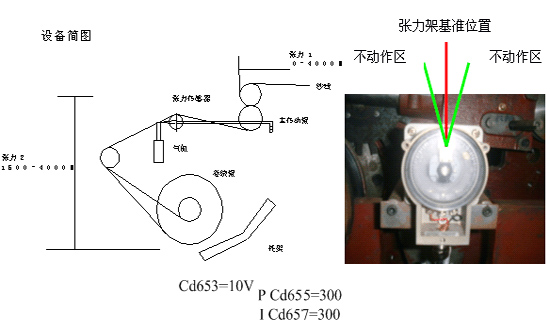
1、全机张力调节:
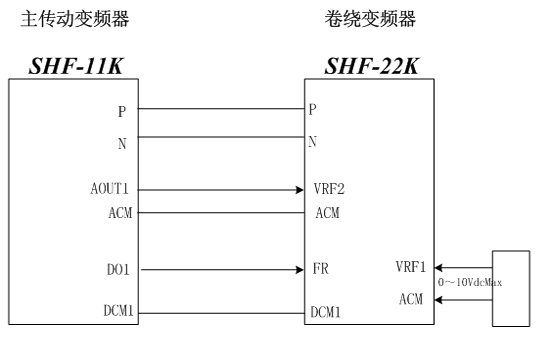
整体传动:主电极为11KW 4极变频电机,变频调速,边轴传动采用汽车万向联轴节。
* 引纱辊由XP1无级变速器调节;
* 靠经轴架5台机车采用1台P4无级变速器调节;
* 出染槽(3只水洗轧车)用1台P4无级变速器调节;
* 最后1台轧车与染色烘房之间采用1台XP1无级变速器调节。

2、卷绕轴的控制
采用三垦WD05-22kw变频器和22KW变频电机,通过1:1.3的皮带盘带动卷绕辊;PLC控制整机程序及动作。采用张力辊和张力检测器。
* 张力辊由气缸压力给定(CYLINDER 0.15~0.63Mpa)
* 张力传感器输出0~10V信号(Type PW70d/AIP65 360度 2571Ω±1%);
为了满足在运行中停车并且张力保持的工艺要求,三垦WD05系列变频器引入了全新功能--零速伺服功能,减速停车时当车速降至零速阀值以下时,变频器自动由速度控制模式切换到位置控制模式,停车后不受外力矩的影响。(需电机编码器和SB-PG反馈基板)。




共0条 [查看全部] 网友评论