


摘 要:通过介绍1600T/h商业混煤工程项目,论述基于变频驱动器技术的商业配煤系统设计原理。重点解决配煤系统低频大扭矩驱动系统的艾默生 CT公司SK6402变频技术应用设计,项目通过监测软件CTsoft对变频驱动器状态进行全面监控,以确保系统调试的最优化。
关键词:发电 配煤 煤仓 低速大转矩变频驱动
1 引言
煤炭混配是通过大规模工业生产方式,根据不同的燃煤用途,人为的创造出自然界原煤所不具备的最理想经济的专用燃煤。混煤就是将若干种不同种类、不同性质的煤按照一定比例掺配加工而成的混合煤。它虽然具有其组分煤的某些特征,但其综合性能已有所改变,实际上是人为加工而成的一种新的“煤种”。动力配煤的基本原理就是利用各种煤在性质上的差异,相互“取长补短”,发挥各煤种的优点,最终使配出的混合煤在综合性能上达到“最佳性能”以满足用户要求。
对于工业发电锅炉的发电用煤,如果煤炭的发热温度过高,就会损耗设备;一旦发热温度达不到要求,设备的工作效率就上不去。出于这样的考虑,把一些低质的、不大符合电厂设计要求的煤炭和发热量超出电厂设计要求的优质煤炭进行混配,以最接近设计指标的要求,取得最好的燃烧效果,这就是“动力配煤”。动力配煤的目标就是把一些低质的煤和一些优质的煤进行混配,以达到接近所需要的配置要求。例如东南部沿海地带由于工业发达电厂供电需求大,但是由于进口印尼电煤低灰低硫低发热量低,因此如果能够和内地高硫高热匹配互补混配,就达到既提高热量又能降低硫分的目的。由于进口煤的价格便宜而且货源稳定,因此在价格上将很有竞争力。另外,从煤炭利用的角度来说,配煤项目符合洁净煤发展政策,采用精细化全自动控制化判别系统,混配出来的产品质量也更加稳定和更容易控制。
2配煤系统设计
动力配煤很早就提出来了,但总体上来说技术还比较粗放。 随着煤炭价格的市场化,煤炭生产厂和客户端开始直接接触,很多企业都开始从事配煤行业,但现在国内大部分企业都是采取粗放的配煤方式,不够精细。技术含量低,混配出来的煤炭质量和稳定性就差,煤炭的不均匀性决定了取样难度比较大,混配的误差也就比较大。
2.1 工艺原理
工业煤炭混配配煤通常使用多仓混煤系统,根据设定的比例实现混合控制使得煤仓的煤
混合在一起。该系统设备包括6台筒仓,把不同的煤装到不同的筒仓,每个筒仓可容纳9000吨煤,按照用户的要求和不同煤源提出适当的配煤方案,通过PLC自动化技术实现配煤比例精确稳定控制,满足用户的要求。该设备可以把各个筒仓中的煤按设定的比例混合在一起,使煤质达到工业要求。自动化配煤的关键是各个煤仓的出煤量控制,基于艾默生CT公司的Commander SK系列变频驱动器的自动化混煤系统如图1所示。
(1)系统要求:筒仓出煤量为160T/h~1600T/h,相对应的电机速度为3~50HZ。
(2)驱动器参数:SK6402为矢量控制驱动器,额定电压380~480V(±10%),额定输出电流210A,可在150%过载电流下运行60S,额定功率110KW,输出频率0~1500HZ。
(3)电机参数:额定功率90KW;3P;额定电压400V;额定电流95.3A;额定速度1475RPM;功率因数0.89。
2.2 电控系统
电控系统是由变频驱动器和PLC系统集成实现。筒仓底部有一个刮煤刀,刮煤刀由两个对称旋转的减速驱动齿轮的位置是对称的。这两台电机由一台110kw 的Commander SK系列变频驱动器SK6402驱动,SK6402则由PLC进行控制。艾默生CT变频驱动器用来驱动筒仓下端的刮刀电机,旋转的刮刀将筒仓的煤排出筒仓,通过调整煤仓出煤刮刀转速来控制出煤量。各个筒仓内装有不同需求的煤,当刮刀旋转时,筒仓内的煤将会从出煤口排出,落在同一传送皮带上进行混合之后,成品煤将直接送到货船上运送出港。
 图1 混煤机原理示意图
图1 混煤机原理示意图
2.3 SK6402变频驱动器应用设计
艾默生 CT(Emerson CT)公司做为世界著名的直交流驱动器制造商,隶属美国艾默生电气集团。SK6402型110/132kW AC400V 3Phase变频驱动器属于艾默生CT公司的最新交流高性能矢量控制驱动产品Commander SK系列,SK6402 配置相应的选件与整合使用完成变频控制,节约设计和使用成本。其特点是:高性能矢量控制驱动;150%持续过载60秒;可做电机轴不转动的完整电机模型的自整定;IP54的LED键盘可用于远控;内置滤波器可断开并再重新恢复;可作闭环控制,内置提升宏;可选件与SP系列变频驱动器通用,SMARTSTICK可使您的调试更灵活;电压220V和380V可选,功率涵括0.25kW-110kW范围。
Commander SK系列变频驱动器SK6402变频驱动器电气原理如图2所示。因为变频驱动器同时驱动两台电机,因此在设置参数时需注意电机电流需设为两台电机的电流之和,即190.6A,不选用矢量控制而是选用V/F控制模式。
图2 SK6402原理接线图
2.4 低速大转矩变频系统调试
(1)堵转故障现象。该混煤机系统运行时,由刮刀将煤排除筒仓。因为煤块大小不均匀,或者由于天气原因造成的潮湿等情况,刮刀受力不均匀,这导致电机负载不稳定,电流在90~120A范围内波动,当电机以低速运行时(3HZ以下),如果负载过大,导致刮刀卡住,驱动器输出电流过大,驱动器将自动对电流进行限制,降低电流大小。通过软件CTscope检测电流状态,堵转电流监测波形如图3所示。 此时,当刮刀卡住,电机无法转动时,驱动器最大输出电流可达250A。之后,驱动器将会限制电流输出,当降到0A时,再次提升电流输出。当出现此种情况后,如果任其发展,驱动器将显示“OVL.d”,对过载电流进行积分累计,直至出现 “It.AC”过流报警故障,致使系统停产。
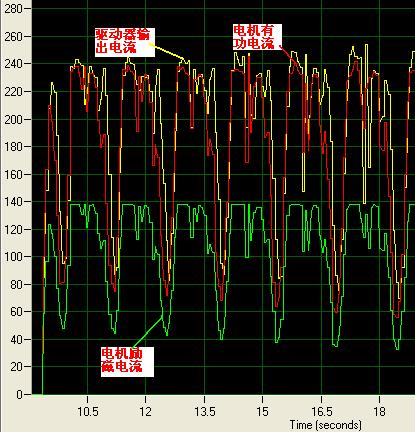
图3 电机堵转时监测到的波形
(2)堵转原因分析。由于我们采用V/F控制模式驱动电机运行,当电机低频运行时,驱动器输出的电压较低,受电动定子绕组电阻所引起压降影响,无法给电机提供足够的扭矩输出。
图4 驱动器输出的V-F曲线
(3)堵转问题解决。针对这种情况,我们需要增大电压提升以补偿启动转矩,具体参数设置可通过监测电流、电机速度波形选出较佳曲线来确定。 驱动器输出电压、频率及电压提升的关系如图4所示。经过调整电压提升值,系统在低频(2HZ)下能够正常运行,图5为监测到的电流、电机速度曲线。电流稳定在90~120A之间,速度曲线稳定,达到了预期目的。
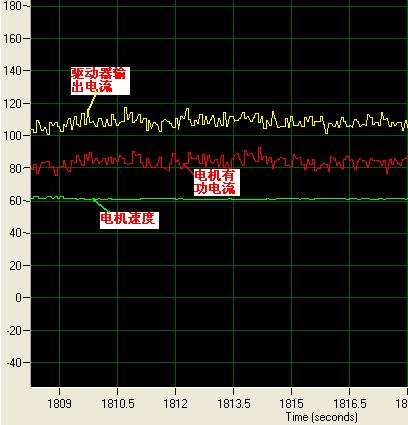
图5 正常运行时监测到的波形
3 结束语
该系统要求电机长时间低频运行,此项要求应用到了SK6402的低频输出额定扭矩的能力,SK系列驱动器可以在1HZ到电机额定频率的范围内驱动电机达到最大扭矩。我们还可通过监测软件CTsoft对驱动器状态进行全面监控,以确保系统调试的最优化。调试完毕的混煤机设备极大的提高了生产效率,正常运行时出煤率为1600T/h;节省人力资源,所有操作都可在中控室进行控制;成品煤混合均匀,煤质优良。




共0条 [查看全部] 网友评论