


一、浆纱机工艺及要求
工艺概述
浆纱机在纺织的全过程中处于纺纱机之后,织布机之前,主要工艺目的是给纱线上浆。浆纱机从纱线的开卷,即放线机无动力被牵引电机被动的拉动,为克服减速、停机时纱线松弛,始终加以摩擦阻力;然后通过浆槽浸浆,烘房烘干,中间要经过伸长控制、温度控制、回潮控制、张力控制、计长控制等,使纱变为具有所需要的温度、湿度、伸长度等实用价值的纱。
二、浆纱机改造硬件配置方案
牵引部分
牵引电机功率15KW,考虑到会长期低速运行,选用独立冷却风扇的变频电机+旋转编码器PG,和AD550矢量变频器一起构成闭环矢量控制拖动。牵引机的功能主要有两个,第一是拖动烘缸,烘干上过浆的纱线;第二是牵引两层纱线进行有序排列。
收卷部分
收卷电机功率22KW,考虑到满卷时会长期低速运行,应选用独立冷却风扇的变频电机+旋转编码器PG ,和AD530张力专用变频器一起构成张力开环转矩控制模式。张力开环转矩控制模式不需要张力反馈,系统结构最简单,能够获得更平稳的张力。
控制和显示部分
控制系统选用PLC作为控制器件。同步给定、比例给定、转矩给定、卷经变化时的转矩补偿、启停信号等都由PLC提供。 同时上轴压纱部分也由PLC控制,以提高此部分的可靠性。
显示部分用图形操作终端,工艺过程、参数一目了然,快捷键操作非常方便。
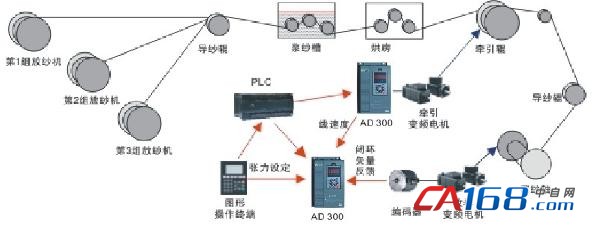
三、浆纱机改造硬件配置示意图
四、变频改造优势
改造后的浆纱机采自动化程度高,设计控制精度好, 对品种的适应性强,能广泛地满足对宽幅、细支、高密织物的上浆要求,与各种有梭和无梭织机配套。各类测试结果表明,其产品各项指标达到或超过进口浆纱机的指标,布机效率和织布质量较以前明显提高,为企业创造了良好的经济效益。




共0条 [查看全部] 网友评论