


一、引言
镀锡机组一般分为热镀锡和电镀锡两种。热镀锡镀层较厚,一般为3—5µm,板带运行速度低,一般为0.2—0.3 m/s;而电镀锡镀层较薄,一般为0.5—1.5µm,板带运行速度为3—10 m/s,产量较高,现新建的镀锡机组大部分采用电镀锡,软熔在电镀锡工艺中起着重要作用,镀锡软熔的目的:使带钢加热到锡的熔点232℃以上,镀锡层瞬间熔化,由此获得光亮的无针孔的锡层,在锡层与带钢之间生成FeSn2合金层,既提高了镀锡层的结合力,又增强了镀锡板的防腐能力,所以软熔处理的好坏直接影响产品质量,软熔处理会改善镀层结合力,但温度和时间不宜过高、过长;软熔处理的温度过高和时间过长,表面会析出锡珠,影响表面质量。
早期的软熔处理采用带钢加热方法有电阻加热法、感应加热法。
电阻加热法--利用带钢的电阻性能,在带钢上加交流电加热,其缺点是:速度慢,效率低,由于带钢与导电辊接触,易烧辊,生产成本高。
感应加热法--采用高频感应加热方式使镀锡板锡层再熔化称为感应软熔或感应软熔加热。感应软熔的优点是加热速度快、非接触、产品质量可控。由于带钢不接触导电辊,因而不会产生电阻软熔时容易出现的电弧烧点等表面缺陷,同时由于感应软熔的加热速度很快,有利于减少锡层的氧化,从而增加了镀锡板的整体耐蚀性。其缺点是加热的效率比电阻软熔低,高频、大功率使用时,电子功率器件的成本高,调试困难,在中低速生产线上很少单独使用。
目前镀锡线软熔电阻加热法的软熔电压由高压变频器经软熔设备产生一单相高压,再经过降压变压器降压后接至2个软熔导电辊,此种方法有以下特点及优势:
(1)输入功率因数高,电流谐波少,无需功率因数补偿/谐波抑制装置;
(2)装置工作效率高;
(3)可改变软熔电压频率。
二、企业概况

衡水板业建设的400米/分钟的镀锡机组是目前国产速度最高的镀锡生产线,该机组最大特点是采用不溶性阳极和国际最先进的变频电阻软熔工艺,该工艺不但节省了重熔阳极能耗,而且还大大减轻了工人的劳动强度,也克服了感应软熔带来的工艺复杂控制困难的问题。
衡水板业的冷轧板材项目,一期工程设计产能25万吨。其生产的精密冷轧薄板产品的最薄厚度仅为0.13毫米,开发的高档镀锡板产品完全可满足国内外用户对食品级包装材料的要求。二期工程将继续提高冷轧和镀锡产品的产能,年产能力达到50万吨。在此基础上,将充分利用集团公司内丰富的优质热轧板材资源以及衡板建立的良好市场渠道,发展冷连轧及深加工项目,使衡水板业公司的超薄冷轧及深加工产品产能扩大到150万吨。按照集团“国内领先、国际一流”的总体要求,一期工程项目将建设包括原料剪切、酸洗、可逆冷轧、平整、脱脂、连续退火和高速镀锡等十条生产线、十二个机组,同时配套建设变电站、水处理、天然气站等公辅设施,届时,衡水板业超薄冷轧产品及冷轧镀锡产品将以优良的产品质量、较低的成本优势替代进口产品,为中国民族工业的发展再铸辉煌。
三、系统方案
变频器功率模块连接图如下:
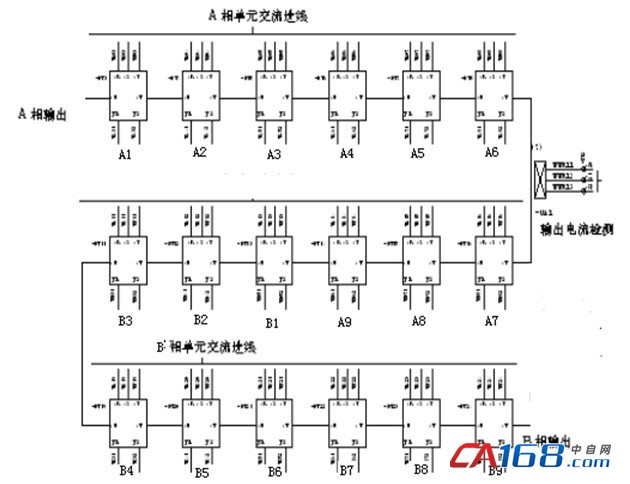
10kV两相高压变频器由18个功率模块,其中每相有9个IGBT功率模块,18个IGBT首尾串联构成两相高压电输出,与常规变频器有所不同,不再满足V/F关系,电压和频率没有关联,由两路模拟量进行实时调整。
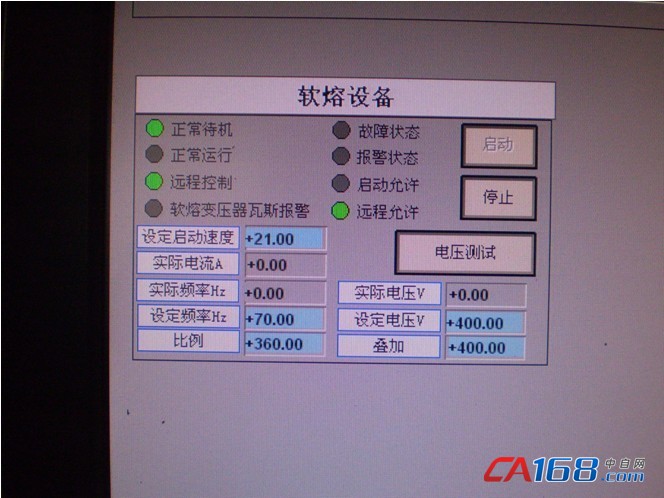
现场DCS给定两路信号,一路频率给定,通过PROFIBUS通讯,调节范围为50---150HZ;另一路电压给定,直接接到信号调整板,不通过PLC,调节范围为300—10000V,根据生产需求,实时调整频率和电压,变频器输出单相高压再经过软熔变压器降压后接至2个软熔导电辊 ,来对镀锡钢板进行深加工,使产品更加完美无瑕。
DCS操作画面如下图所示:
系统控制方式
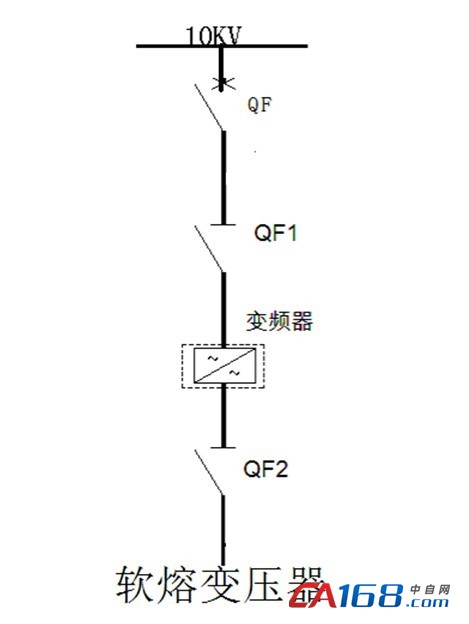
软熔变压器降压后利用铜排接至碳刷,碳刷接在导电辊上,至此在导电辊上形成低电压大电流来对板材进行处理。如下图:

现场技术数据
|
软熔变压器
|
西安博望电力电子工程有限公司
|
|
型号
|
ZEDAF-3450/10
|
|
一次容量(kVA)
|
3570
|
|
二次容量(KVA)
|
3570
|
|
一次电压(V)
|
10000
|
|
二次电压(V)
|
284.8
|
|
一次电流(A)
|
358
|
|
二次电流(A)
|
6250*2
|
|
负载损耗(W)
|
24320
|
|
空载损耗(W)
|
3680
|
|
阻抗电压(V)
|
5.4%
|
|
空载电流(A)
|
1%
|
四、设备整体现场图
整体设备由1个进线开关柜,1个输出接触器柜,1个变压器柜,1个功率柜,1个控制柜等主要部分组成。

冷却系统图
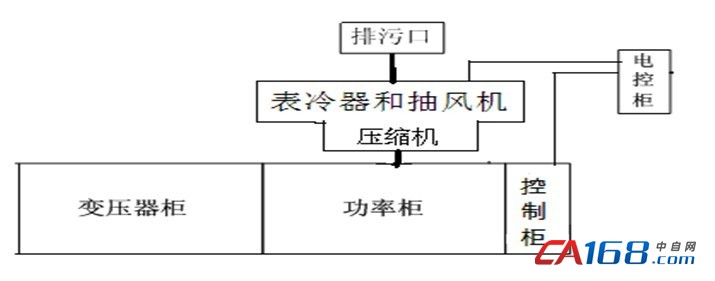

冷却设备主机安装于室外,该装置配备两台制冷压缩机。与现场接口简单,提供两路380V交流电源即可,操作方便,维护量少,保护功能完善. 正常运行时,每段电源各带一台压缩机和4个轴流风机;当单段电源故障时,另外一侧工作电源带两台压缩机和轴流风机运行。两台压缩机设备停运时,可以通过风道回路设置的风门实现变频器功率柜自身冷却,减少冷却装置故障对变频器运行的影响,完整的冷却系统解决方案,有效减低了辅助系统的故障率,保证设备安全运行.
五、总结
该厂属于新建厂区,配套设施还不完善,目前生产中带钢速度平均在250米/分左右,随着厂区的完善带钢速度将会提高至400米/分,设备安全稳定运行将近半年,满足工艺要求,此次成功应用使得高压变频器在镀锡线上的应用得到了推广,相信不久将会有越来越多的高压变频器应用到电镀锡生产线中。
五、总结
该厂属于新建厂区,配套设施还不完善,目前生产中带钢速度平均在250米/分左右,随着厂区的完善带钢速度将会提高至400米/分,设备安全稳定运行将近半年,满足工艺要求,此次成功应用使得高压变频器在镀锡线上的应用得到了推广,相信不久将会有越来越多的高压变频器应用到电镀锡生产线中。




共0条 [查看全部] 网友评论