


系统说明
工艺说明
按功能模块分:运动单元、控制单元、输入单元、支架。运动单元在上部采用透明esdpmma板封闭,控制单元在下部控制柜,输入单元含触摸屏、示教编码器,触摸屏至于机器右上角。
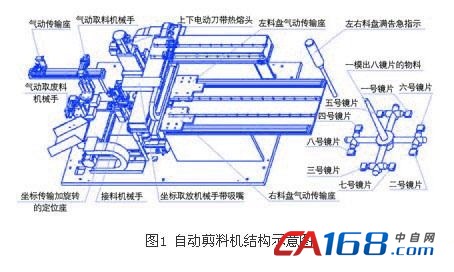
如图1,运动单元按动作模块分为:
传送待剪料机械手(气缸控制);
取放待剪料机械手及取料头机械手(气缸控制);
坐标移动(含定角旋转)待剪料机械手(伺服控制);
接镜片机械手(气缸控制);
复动剪切机构(伺服控制);
坐标移动取放镜片机械手(伺服控制);
tray盘送入送出机构(汽缸控制)。
含料头支架镜片有8p、16p、32p,加工效率:45pcs,剪切精度:±0.05mm。
控制难点
整机运行速度快,精度高,必须采用具有高速响应,高精度的的控制器与伺服系统;裁剪伺服需要高速同步相向运行,切割精度达到±0.05mm,完成时间《1s;
裁剪后,通过坐标抓料机械手,进行矩阵布料,数据量大,速度高;
动作流程复杂,且程序必须具有通用型,能够满足16p,32p等不同产能的要求,程序必须进行模块化构造。
欧姆龙解决方案
系统采用欧姆龙nc413控制系统,可以实现直接操作以及内存操作,pcu扫描时间最大4ms,伺服系统采用smartstep系列驱动器,精度高,响应快,编码器分辨率达到10000p/r;
在裁剪时,伺服需要高速同步相向运行,nc413的内存插补控制, 只要设定所需的位移,可以轻松完成所需功能;
在进行矩阵布料时,数据量较大,同时又需要有高速响应,nc413的直接定位操作,简单快速,并可在线刷新位移数据;
由于系统动作流程复杂,且必须具备可升级性,因此建立了模块化构造,采用cj1系列的plc不仅速度快,内存大,还可以实现多任务,功能块fb等强大功能,大大降低了编程时间。
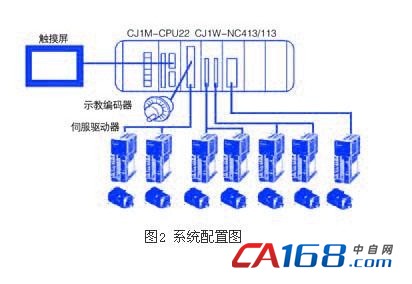
系统配置
配置如图2所示。
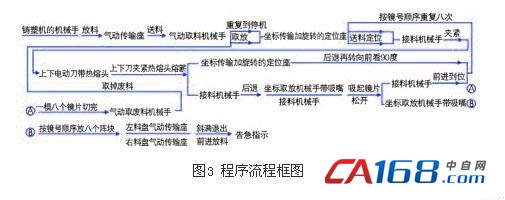
程序流程说明
程序流程如图3所示。
结语
经过测试,在裁剪8p时,系统最大速度可以达到55p,已经大大超过客户设定要求,同时系统作了大量的人性简易化设计,用户可以从触摸屏上了解到工艺参数,同时可以读取所有电气部件的当前状态,便于客户更有效的管理和维护,整套系统采用欧姆龙的系统,不仅体现了compact solution的一体化设计,同时大大降低了客户的成本。




共0条 [查看全部] 网友评论