


一、液压冲床和机械冲床差别:
机械冲床是电机带动皮带轮通过轴同步到齿轮,然后利用曲轴使滑块上下而将曲线运动转化成直线运动的,惯性很大,一般分一级传动二级传动等。
液压冲床采用油缸行程完成一次上下直线运动,常见问题是液压密封和油路电路故障较多。惯性极小并可有浅拉伸功能。
由于冲床冲裁有作用力,那么就会有反作用力吸收问题,传统机械冲床的反作用力是由机体吸收的,一般大吨位的冲床会采用气液动方式减少危险系数。
二、冲压机和液压机有什么区别:
1、冲压机的工作原理一般是曲柄压力机,通过电动机驱动飞轮,并通过离合器,传动齿轮带动曲柄连杆机构使滑块上下运动,带动拉伸模具对钢板成型.所谓的双动就是指压力机有两个滑块,分为内滑块和外滑块,内滑块带动模具的凸模或凹模,外滑块带动模具上的压边圈,在拉伸时压边圈首先动作压住钢板边缘,内滑块再动作进行拉伸。
2、液压机(又名:油压机)利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。当然,用途也根 据需要是多种多样的。如按传递压强的液体种类来分,有油压机和水压机两大类。水压机产生的总压力较大,常用于锻造和冲压.液压机是一种以液体为工作介质,用来传递能量以实现各种工艺的机器。液压机除用于锻压成形外,也 液压机
可用于矫正、压装、打包、压块和压板等。液压机包括水压机和油压机。以水基液体为工作介质的称为水压机,以油为工作介质的称为油压机。液压机的规格一般用公称工作力(千牛)或公称吨位(吨)表示。锻造用液压机多是水压机,吨位较高。为减小设备尺寸,大型锻造水压机常用较高压强(35兆帕左右),有时也采用 100兆帕以上的超高压。其他用途的液压机一般采用 6~25兆帕的工作压强。油压机的吨位比水压机低。
液压冲床主要优点如下:
(1). 快速落料: 传统型的油压机特点是压力大而速度慢,所以工用效率也不高。

其压制速度可达400mm/sc以上,且其压制效果比普通机械冲床更好,可广泛运用到五金制品或非金属制品的压制,如典型的产品有铝制品挤压,表壳、表带、眼镜框架及零件、像框、餐具、标牌、锁具、汽车零件和五金零件等。
( 2).拉伸功能:使金属大量的变型成为产品过程叫拉伸,拉伸产品在生活中应用很广,拉伸产品一般由油压机完成,而传统的机械冲床是没有此功能的;如餐具、厨具、电机电器金属壳、罩底板和灯饰零件等产品的拉伸成形。
液压冲床的分类
由于液压冲床的广泛适用性,利用液压冲床进行加工生产的工艺是多种多样的,因此液压冲床的本体结构形式也是多种多样的。从机架形式看,有立式与卧式。从机架组成方式看,有立柱式、单臂式和框架式,立柱式又可分为四柱、双柱、三柱及多柱式等。从工作缸的数量看,有单缸、双缸及多缸之分。
三、用户现场工况:
驱动液压油泵的电机直接工频驱动,在做工时,换向阀打开油缸进油侧,油缸开始下行下压做工,当达到下止点行程开关时,换向阀打开另一边,油缸开始 相反方向运动,油缸开始上行至上止点,完成一次工作,在操作人员上下需要冲压的物料时,此时的等待时间,但驱动液压油泵的电机是在恒速50HZ全速运行的,此期间属于浪费能源时间。
四、易驱变频器改造方案:
整个液压冲床的各个环节的工作内容不变以及油缸下行红外线防压手保护功能有效等,需要改造的环节在于操作人员上下需要冲压的物料时,此时的等待时间,在等待时,使电机低频运行并处于低循环保压状态,当是要工作时,操作人员知道按动操作台上的双手启动按钮即可开始正常供油操作,整体工作使用2段速度运行,油缸下行工作时,电机加速,操作人员上下物料时,电机低频保压工作。
五、液压冲床工作内容:

(1)、福建某大型集团公司液压冲床改造现场:

(2)、小冲床改造参数及接线图
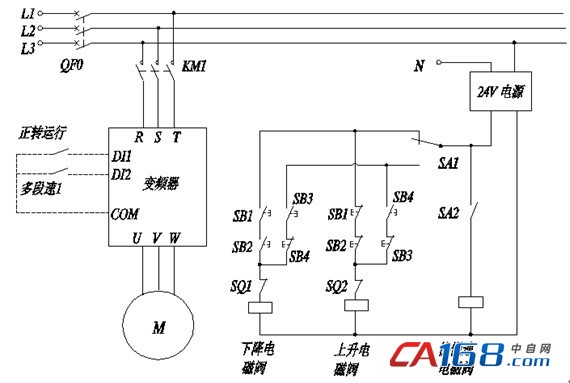
接线图说明:DI1接KM1常开点 ,DI2接下降继电器KA常开点,SB1/SB2防压手下降按钮,SB3手动下降按钮,SB4手动上升按钮,SA1手动自动切换,SA2快慢速切换,SQ1下限行程,SQ2上限行程。
(3)、设置参数表:

六、结束语:
该改造方案已在福建某大型集团有限公司成功运用,并比原先的工频控制方案的节电率高达50%,整体设备成本及维护成本、接线等方面大大简化,改造后可达到用户工艺加工要求,得到用户的认可。




共0条 [查看全部] 网友评论