


本案例主要介绍两台AD800系列变频器在同步控制方面的应用,AD800系列变频器采用速度控制
模式,保证线速度恒定,以实现高精度的同步控制。
二、系统介绍
该设备可以分为三个部分,放卷部分、整经部分、和收卷部分。
1、放卷部分:采用控制方式比较简单的被动放卷模式,即将布匹放置于一个可以旋转的机械设
备上,送料电机运转之后,布匹会承受一定的张力,拉动机械放卷部分旋转。
2、整经部分:
又可分为送料和高温处理部分。
送料部分:
由两台电机分别控制设备两侧的链轮,布匹随着链轮的转动被送进炉膛。设备的两侧分别有一个
用来测试布匹实际线速度的编码器。
高温处理部分:
布匹经过恒温炉膛,以达到布匹表面【平整及弹性好的功能要求。
3、收卷部分:
采用控制比较简单的从动收卷(摩擦收卷)方式,使用变频器调速,是的收卷的速度与送料的速
度相匹配,否则布匹在炉膛内承受的张力会比较大,容易引起布匹的撕裂。

三、工艺流程:
该设备主要用于平整布匹,需要匀速的将布匹通过高温炉,由于炉较长且炉内温度较高,而布匹
由两侧的电机同时牵引,如果两台电机牵引的速度不同的话,则会导致布匹撕裂。

四、解决方案
结合现场实际情况,确定选用AD800系列高性能矢量变频器,以解决两台牵引电机同步的问题。
牵引电机的型号为7.5KW/380V,故选用AD8004T7.5G型变频器,同时根据编码器输出信号的
类型,选用PG卡,使用速度控制模式,解决两台电机的速度同步问题。现场接线图和参数如下:
五、现场接线图:
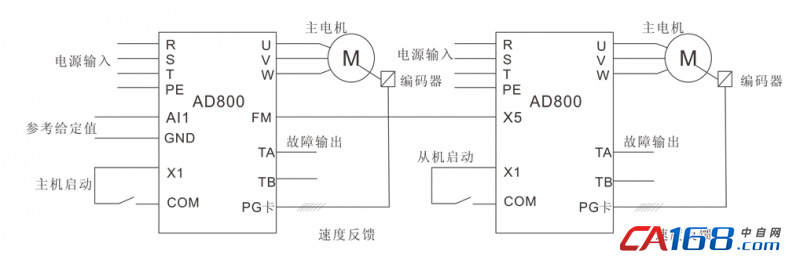
注意:两台变频器要同时启动和停止。
六、参数设置
1、主变频参数设置如下:
|
功能代码 |
设定值 |
功能代码 |
设定值 |
|
P0.00 |
2 |
P5.00 |
1 |
|
P0.03 |
8 |
P6.00 |
0 |
|
P2.02 |
7.5 |
P6.02 |
28 |
|
P2.03 |
50 |
P9.00 |
1 |
|
P2.04 |
1460 |
P9.02 |
4 |
|
P2.05 |
380 |
P9.05 |
20 |
|
P2.06 |
15.5 |
P9.06 |
2 |
|
P3.06 |
0 |
P9.07 |
0 |
2、从变频参数设置如下:
|
功能代码 |
设定值 |
功能代码 |
设定值 |
|
P0.00 |
2 |
P5.00 |
1 |
|
P0.03 |
8 |
P6.02 |
28 |
|
P2.02 |
7.5 |
P9.00 |
4 |
|
P2.03 |
50 |
P9.02 |
4 |
|
P2.04 |
1460 |
P9.05 |
20 |
|
P2.05 |
380 |
P9.06 |
2 |
|
P2.06 |
15.5 |
P9.07 |
0 |
|
P3.06 |
0 |
七、总结
经过现场时实验和后续的观察,采用AD800变频器控制牵引电机以后,同步效果非常理想,完美达
到工艺控制的需求,也再次验证了AD800系列变频器在闭环系统中的控制精度非常高。




共0条 [查看全部] 网友评论