


一:纵切机工艺介绍
与纸板瓦楞垂直方向称纵向,纵切压痕机主要是在纵向按纸板规格分切、修边以及对滚压折合处的压线槽进行压痕(如下图纸板所示,红色线条为单幅中的摇盖与箱高的压痕,边缘蓝色线条为多幅之间的切断痕),生产出来的产品经过折叠黏贴就成了我们日常使用的包装纸箱。
纵切一般采用单刀(薄刀)形式,压痕采用上下雄雌轮滚压,其调整刀具和滚轮的方式可分为手动调整及全电脑调整。一般的纸箱压四痕叠成的四方体,当然也有的包装需要压五痕或者压更多的痕,那样就可以叠成五棱立方体、六棱立方体甚至更多的立方体包装品了。按照所切最大幅数关系,纵切机又分为7刀12线、6刀10线、5刀8线等机型,几刀就代表着最大能把纸板切为几幅,而压线轮的数量则为(2*最大幅数-2)。
根据纵切机应用于不同场合,工艺均有所不同,但核心工艺基本如下
主要工艺
1、订单管理功能:订单的编辑保存、显示、自动更新待加工订单并对用户编辑的订单保存时判断是否为合法订单,不合法不予保存并给出错误提示;
2、自动换单/排单功能:根据订单规格,自动排列分切刀、压线轮并抬放相应分切刀、压线轮,自动切换压型。当上位机(触摸屏、生管微机)传来错误订单时,自动检测判断是否有碰刀/线,若有则不送给系统。
辅助工艺
3、磨刀、润滑功能:切刀长期使用后会有磨损,需要对其进行修磨;
4、纠偏功能:根据上道工序传送过来的纸板位置进行纸边纠偏或者色标线纠偏;
5、预压深度调整功能:通过调整压辊的位置达到调整压线深度的目的;
6、废料收集功能;
7、报警及异常处理完善:主要是确保操作者安全以及降低设备本身器件的损坏率;
8、工厂级生产线管理:要求能接入工厂干部生产线管理系统,集中控制。
二:纵切机主要验收指标
1、成品纸板的裁切尺寸否精确、要求裁减精度±0.5mm;
2、排单时间越快越好,排单时间越快瓦楞纸板生产线产生的废料越少,生产效率也越高;
3、纸板在切纸和压痕过程中不能有移位现象发生;
4、系统稳定,安全可靠。系统稳定可靠主要减少废品的产生和生产效率的提高;
5、压线是否破裂以及切口外观是否光滑美观。
三:纵切机发展过程几代机型简介
|
机型名称 |
主要特点 |
主要优点 |
主要缺点 |
|
变频控制 |
其刀线排单通过变频器配合机械辅助机构实现。 |
成本低廉 |
1:排单精度不高 2:排单时间长 3:自动化程度不高(废品,压辊,纠偏等均为手动控制) |
|
步进控制 |
其刀线排单通过步进电机驱动实现。 |
1:成本低廉 2:电机力矩大可以自锁住纸板,无需气缸辅助 |
1:接线众多,维护麻烦 2:容易丢脉冲等3:排单时间长 |
|
部分伺服控制 |
其刀线排单通过伺服电机驱动实现。但为一个电机控制几个刀线,多为丝杠传动 |
1:成本适中 2:定位精度高 |
与全伺服机型相比,排单时间还是稍显长,一般需要7S左右! |
|
全伺服控制 |
其刀线排单通过伺服电机驱动实现。每个刀线都为伺服控制,采用齿轮齿条传动。 |
1:排单时间可到1S之内 2:定位精度高 3:综合自动化程度高(废品,压辊,纠偏等均为自动控制) |
价格昂贵(一般在40万以上,部分伺服控制的一般为27万) |
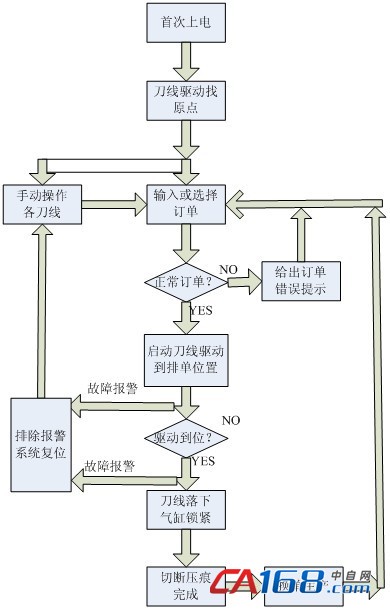
四:主要工艺流程
下图仅给出纵切机核心工艺-刀线驱动流程图,其他辅助工艺部分一般都是在需要操作时候手动操作
五:Kinco 全套CANopen解决方案框图
方案备注
一:由于客户需求不同,本方案只包含切刀,压线排单控制部分、现场设定显示单元部分、预留生产管理接口部分等,未包含纠偏,修磨,吸废,输入输出等控制部分
二:由于客户需求不同,本方案中切刀,压线电机数量有所不同

六:Kinco 全套CANopen解决方案特点
u 系统全套CANopen总线控制,解决了采用脉冲控制方式带来的接线众多,丢脉冲导致定位精度不准,抗干扰能力差等缺点,控制精度高的同时还具备极高性价比
u 系统采用步科电气F1系列总线型PLC控制,自动化程度高,软件采用欧洲主流软件-德国3S公司Codesys软件,其CPU主频高达800M,程序执行精度1ms,保证了排单效率;
u 系统自带两路隔离CAN总线接口,一路控制切刀和压线电机,一路控制切刀和压线变频器,在克服传统该行业变频用模拟量控制不稳定,精度不高等缺点同时也保证了变频器独立运行,减少对系统的干扰;
u 系统预留工业以太网接口,支持标准Modbus TCP/UDP等协议,方便接入干部生产线工厂级生产管理,也可支持串口接入生产管理系统;
u 由于系统采用总线控制,软硬件均易维护,易扩展。例如全电机控制系列纵切机5刀8线至7刀12线程序可整合成一个,硬件只需增减对应刀线电机系统即可。
七:Kinco 全套CANopen解决方案配置
|
序号 |
名称 |
型号 |
数量 |
备注 |
|
1 |
现场设定显示部分 |
MT4512T |
1 |
10寸高分辨率触摸屏 |
|
2 |
控制系统部分 |
F122-D1608T |
1 |
带CANopen总线 运动控制器 |
|
3 |
I/O模块 |
RP2D系列 |
N |
带CANopen总线 输入输出模块 |
|
4 |
伺服驱动器 |
FD422-CA |
N |
带CANopen总线 伺服驱动器 |
|
5 |
伺服电机 |
SMH80S-0075-30AAK-3LKN |
N |
高磁密度电机 750W 3000RPM |
|
6 |
电机电缆 |
MOT-005-XX-KC0 |
N |
带航空插头 |
|
7 |
编码器电缆 |
ENCCA-XX-KCO |
N |
带航空插头 |
|
8 |
切刀变频器 |
FV100-4T-0037G |
1 |
变频器3.7KW |
|
9 |
压线变频器 |
FV100-4T-0022G |
1 |
变频器2.2KW |
|
10 |
变频器CAN卡 |
PG-LZA-12 |
2 |
变频器总线扩展卡 |
配置说明
1:表中红色部分数量表示视客户需求不同,所用产品数量不同
2:表中蓝色部分线长表示视客户需求不同,所用产品线长不同
3:本表配置仅适用于丝杠传动的机械结构,齿轮齿条等其它传动方式等另选




共0条 [查看全部] 网友评论