


二,碚烧炉系统主要控制原理
1、 上料系统
上料系统负责向配料系统的矿槽提供铁料,铁料来源主要有两种,一是由外部供料系统提供铁料,不需要进行干燥,二是自产精矿供料系统提供铁料,需要经过干燥机系统进行干燥。该系统根据料线选择来控制上料小车的车位,由矿槽的槽位信号控制小车皮带的启停,系统具有料线联锁功能,有过载、打滑、堵漏系统保护和报警功能,对圆盘给料机进行下料控制,实现每个圆盘配料机上的两个附着式振动器的定时振动,对上料系统中的干燥机设备进行状态检测,包括油泵的的压力检测和运行状态检测,慢动停止和油泵压力足够大作为干燥机运行的联锁条件,实现干燥炉的温度、压力、煤气和空气流量的显示和控制,干燥炉温度控制采用PID控制,目的是实现煤气的充分燃烧,即干炉温度高时,先减小煤气量,再减小空气量,而干燥炉的温度低时,先增大空气量,再增大煤气量。
2、 配料系统
配料系统主要任务是向造球系统矿槽提供混合料,根据造球系统矿槽的料位,由操作人员设定上料总量,程序根据上料总量计算、分配、控制14个矿槽的下料量,主要控制内容为:(1)系统物料总量实行大闭环跟踪控制;(2)配料设备起停控制;(3)自动换槽下料的切换启停控制;(4)下料闭环调节控制;(5)原料矿槽上/下料位控制。
根据工艺要求,配料设备启停控制与造球系统、焙烧机系统及料流量等有严格的联锁关系。自动换槽是指在生产过程中,当某一正在下料的矿槽料位到了下限值或与该矿槽配套的配料设备发生了某种故障而不能继续下料时,程序根据与该槽相邻(前或后)的矿槽的物料品种号(由人工依配料种类在计算机上对每个配料矿槽设定的物料的品种编码),先(后)启动与该槽具有相同品种号的配料设备,后(先)停止该不能继续配料的设备的工作。以保证该物料品种下料量的连续性和均匀性。圆盘下料量闭环自动调节是以电子称检测的实际下料量(过程变量)与设定值作比较,通过调节圆盘给料机的转速,改变下料量来实现的。系统物料流量跟踪控制是根据物料平衡的原则,不断计算各种物料新的设定值,使各工作矿槽下料量之和等于需要的总配料量,并能在一个很小的范围内对配比实现微调。当一个新的配比输入控制系统时,控制系统能自动使物料料头料尾对齐。
3、造球系统
造球系统是按焙烧机对物料的需求量确定每个造球盘的下料量,由操作人员调节,混合料投放到造球机制成生球团,生球团经磙式筛分机筛分为9mm-16mm之间的合格的生球团,通过摆动皮带将合格生球团布到焙烧机 上,不合格的生球团经散料系统回到造球矿槽。
4、焙烧机系统
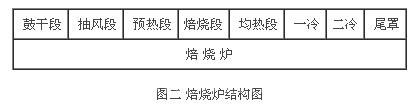
焙烧炉系统是整个系统工艺的核心,焙烧炉分为鼓风干燥段、抽风干燥段、预热段、焙烧段、均热段、冷却段(图二)。根据工艺要求焙烧炉系统具有下列模拟量控制:
1.废气风机入口阀的调节
该控制主要为了保证鼓干段罩内压力为负压,防止烟气外排。为此利用废气风机阀控制其开度来保证罩内烟气不外排,控制负压在设定围内。
2.鼓干风机冷风阀的调节
该控制主要为了对鼓干段内温度进行控制,当罩内温度过高时,将冷风阀打开,以降低风温,保证对生球料进行干燥所需的温度。
3.回热风机放散阀的调节
为了控制抽风干燥段的压力,保证热风压力维持在一个恒定值上,压力检测由罩内的两个测量点进行测量,两个压力信号平均后进行PID控制,PID控制输出调节回热风机放散阀。
4.主抽风机入口阀的调节
根据球团生球料层的透气性来调节风机的阀门,透气性好坏的依据是主抽风机的出口温度,出口温度增大时,调节阀开度减小,反之增大。
5.回热风机入口阀的调节
控制焙烧机的终点温度,终点温度取自N28、N29风箱温度的平均温度,由操作人员根据生产情况设定终点温度,通过回热风机入口阀的调节来实现终点控制。
6.回热风机冷风阀的调节
回热风机转子要求风温最高温度不能超过300℃,通过回热风机冷风阀开度的调节控制回热风机出口温度。
7.鼓干风机冷风调节阀调节
调节鼓干罩内的温度,罩内温度增大时,调节阀开度增大,反之减小。
8.冷却风机入口调节阀的调节
控制预热段炉膛压力,保证生球团料的预热效果,炉膛压力增大时,调节阀开度减小,反之增大。
9.二冷罩调节阀的调节
根据二冷罩内压力进行调节,压力增加时,调节阀开度增大,反之减小。
10.鼓干放风阀的调节
鼓干放风阀根据N3风箱压力进行调节,压力增大时,调节阀开度增大,反之减小。




共0条 [查看全部] 网友评论