



3.3 PLC容量选择
乳化机控制系统的I/O点数分析见表1。

3.4 变频器的选择及通信
乳化机系统有主搅拌电机1个,均质电机1个,液压站电机1个,真空泵1个,功率均为KW级,对于电能的消耗大,由于变频器具有调速节能和软启动节能的作用,因此考虑选择用变频器。
本系统中选用台达VFD-M和B系列的变频器。根据人机界面上控制的转速设定,输出4~20mA的信号以调节电机的转速,变频器的运行需要和PLC进行MODBUS通信来确定是否启动或停止。
4 控制系统的软件设计
4.1 软件设计的基本要求
操作功能主要是方便操作,需要人机对话界面。系统的规模越大,自动化程度越高,要求也越复杂,比如下拉式菜单设计、趋势报警、I/O信息的显示以及有关数据、表格的更新存储和输出等。图4为设计的乳化锅人机界面。
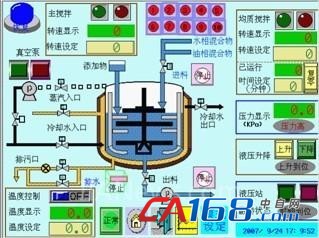
图4 乳化锅人机界面
4.2 I/O信号及数据结构分析
工业现场的检测信号是多种多样的,有模拟量也有开关量,PLC就以这些现场的数据作为对被控对象进行控制的源信息。通过对PLC的工作现场数据进行分析,确定了每一个I/O信号的地址。依据生产过程从前至后,I/O点数由小到大的原则把I/O信号集中编址。部分I/O信号的分配见表2。
表2 I/O信号的分配表
|
输入 |
功 能 |
输出 |
功 能 |
|
X0 |
前翻按钮 |
Y0 |
真空泵电机 |
|
X1 |
后翻按钮 |
Y1 |
翻转电机正转 |
|
X2 |
前翻限位开关 |
Y2 |
翻转电机反转 |
|
X3 |
后翻限位开关 |
Y3 |
油相锅底搅拌电机 |
|
X4 |
上限限位开关 |
Y4 |
水相锅底搅拌电机 |
|
X5 |
下限限位开关 |
Y5 |
液压站电机 |
|
X6 |
急停开关 |
Y6 |
底部上升液压缸电磁阀 |
4.3 温度控制
乳化机的温度控制系统是以三个锅的温度为被控制参数,冷却水流量为控制参数的回路控制。由于锅温系统是具有大滞后和时变性的系统,被调量不能及时反映系统受到的扰动,调节器的动作需经过一定的滞后时间才能影响被调量,经常会引起系统的响应超调过大或发生振荡,导致系统过渡到其他操作状态,用常规PID控制很难得到满意的控制结果。
本控制系统采用台达公司的DVP48EH00R系列的PLC为核心部件,实现恒温控制,控制系统的原理框图如图5所示[5]。PLC根据采集的信号计算出偏差e(t)和偏差变化率ec(t),按照模糊PID的控制规则计算控制量u(t),并输出控制量u(t)。经过PLC的D/A转换,变成4~20mA的电流信号,送到调节阀来调节蒸汽或者冷却水的流量,实现系统温度的智能控制。
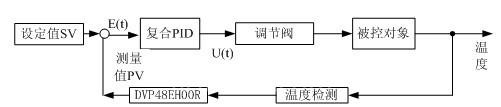
图5 控制系统结构图
5 总结
本文采用台达PLC、HMI、变频器设计了一套均质机自动控制系统,开发成本低、操作方便,能够实现在线监视、控制和警报。目前控制系统运行良好,显着提高了乳化控制系统的自动化程度,降低了控制系统的超调量,减少系统运行时间,有效降低乳化机能耗。
作者简介
张相胜(1977-)男 讲师,硕士,主要从事生产过程建模与优化控制方向的研究。
参考文献
[1]裘炳毅.乳化作用及其在化妆品工业的应用(五)乳状液的形成及其特性 [J].日用化学工业,2000,30(4):56-60.
[2]吴元欣,朱圣东,陈启明等.新型反应器与反应器工程中的新技术[M].北京:化学工业出版社,2007.
[3]DVP-B系列人机界面使用手册[Z].上海:中达电通股份有限公司,2010.
[4]DVP PLC.应用技术手册(程序篇)[Z].上海:中达电通股份有限公司,2006.
[5]张相胜.潘丰基于PLC的均质机控制系统设计[J].机电工程,2010,27(10):9-12.




共0条 [查看全部] 网友评论