


1、工艺要求
数字控制机床,简称数控机床(NC,Numerical control),是三十年来综合应用集机、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品,在现代机床生产中,一般采用多电机拖动,主轴和各进给系统分别由各自的电机来拖动。由于机床加工范围较广,不同的工件,不同的工序,使用不同的刀具,要求机床执行部件具有不同的运动速度,因此机床的主运动应能进行调速,主轴调速系统一般采用交流主轴系统,随着变频调速技术的发展,数控机床的主轴的交流拖动,同样能够很好满足需要。主驱动电机通过皮带传动带动主轴旋转,或通过皮带传动和主轴箱内的减速齿轮(以获得更大的转矩)带动主轴旋转。由于主轴电机调速范围广,有可无级调速,是的主轴的机构大为简化。
数控车床的功能需求:
(1)、低频力矩要求高,力矩对产品的切削非常重要。
(2)、主轴0~2000r/min转速可调。
(3)、加减时间短,正反转却换需快。
2、系统优势
(1)、最小频率加减速时间可达到0.1S,实现无衔接式正反转运行:
(2)、M200专用变频器采用电流矢量控制技术0.5HZ运行时启动转矩能够达到150%额定力矩平稳输出,完全满足数控车床的低速运行。
(3)、调速范围0~600HZ完全满足数控车床的高频要求;
(4)、自动跟踪负载的变化自动限定输出电流,使其不超过允许的最大电流值。即使负载突变、快速加减速,变频器也不发生过流,过压等故障,实现变频器配置的高性能、高可靠性;
(5)、变频器与电机同功率使用,一般无需放大变频器的容量。
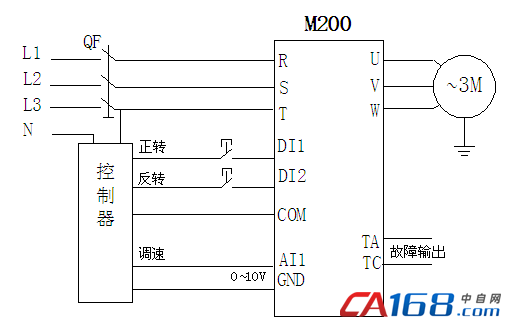
3、控制线路图:
4、参数设置如下:
|
F1-00 |
1 |
开环矢量控制 |
|
F1-01 |
1 |
端子运行命令通道 |
|
F1-02 |
1 |
AI1模拟量给定(0~10V) |
|
F1-08 |
100Hz |
最大输出频率 |
|
F1-09 |
100Hz |
上限频率 |
|
F1.11 |
客户的要求 |
加速时间 |
|
F1.12 |
客户的要求 |
减速时间 |
|
F3.01 |
电机铭牌设置 |
|
|
F3.05 |
电机铭牌设置 |
|
|
F3.11 |
2 |
参数自学习 |
|
F6.00 |
1 |
正转 |
|
F6.01 |
2 |
反转 |
(注:在参数自学习时需F1-00为1且为按键盘操作);




共0条 [查看全部] 网友评论