


压铸机就是在压力作用下把金属压到模具中冷却成型,开模后得到固体金属铸件的一系列工业铸造机械,其对压力是控制极其重要。 在原方案是使用工频泵和油压阀对压力的控制,现使用变频带动油泵,压力的精确控制的同时,还达到了节能效果。

二、工艺要求:
压铸过程一般分为以下步骤:完成一个铸件的工艺过程为:动1插芯-动2插芯-合型-低压合型-系统压力锁型-合型完成-静插芯-慢压-一快-二快(同时增压)-(冷却时间到)静抽芯 -开型-动2抽出-动1抽出-顶出前延时-顶出-顶出后延时-压回-顶回-恢复原位-延时卸荷。如此重复循环进行铸件生产。压铸机整个工作流程简化为2个阶段:开模和合模。开模和合模这2个阶段所要求的压力、速度、位置截然不同,二者之间切换的时间需要把握的相当精准,这样才能满足压铸机工艺的要求。
三、系统方案:
根据开模、合模阶段所要求的不同压力、速度、位置以及二者之间的切换时间,考虑到简便和降低成本,我们决定采用分段控制,即分二段速,具体的讲,在开模和合模互换的过程中,压铸机运行必经的位置上,通过安装一个行程开关或者接近开关取样,来实现2段速的相互切换。合模,所需压力大,变频器高速运行,开模,所需压力小,可低速运行。此外,考虑到压铸机工艺的要求,由低频切换到高频的时间也要适当,即加速时间应尽量短。
四、系统优势:
1.改造后,变频器依据压铸机所需压力流量大小对电机进行自动调速,节电效果明显,提高电网功率因数、降低无功损耗。
2.软启动减轻对电网冲击,延长供电设备的寿命,同时对变压器起到增容的作用,缓解增容压力。
3.由于电机转速降低,油泵的磨损也降低,噪音降低,维护成本降低,使用寿命加长。
4.对电动机有多种智能保护功能:如欠压、过压、缺相、过载、过流,过热等。
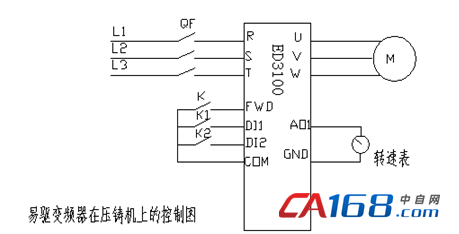
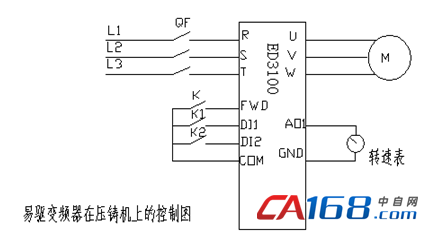
五、控制原理图与参数:
 基本参数设定如下:
基本参数设定如下:
(不同的工况及控制方式,功能参数的设定并不是完全一样)
|
功能参数 |
出厂值 |
设定值 |
|
P004 |
0 |
1 |
|
P014 |
机型设定 |
10 |
|
P015 |
机型设定 |
4 |
|
P4.00 |
0 |
1 |
|
P4.01 |
0 |
2 |
|
P2.28 |
5 |
37 |
|
P2.29 |
10 |
46 |
六、结束语
变频器压铸机上应用在是一种节能、高效;不仅延长了设备寿命同时克服了普通异步电机定量泵系统由于电网电压、频率等变化会带来转速变化,进而引起流量变化,使产品成品率降低的缺点。并且已经得到实际使用,值得推广。




共0条 [查看全部] 网友评论