


汽车空调控制器是奥联公司的主力产品。目前,汽车空调控制器的生产检测部分是在两台不同的机器上进行。第一台机器负责将控制器总成所有电信号、逻辑功能、拉丝位移行程等全部进行测试。第二台机器负责将控制器的整体背光、指示灯、按钮、旋钮处的背光等25个测试点的RGB颜色及亮度进行全部测试,并与标准样件进行一一对比。
但是,在对汽车空调控制器进行RGB颜色及亮度检测时,有一个很大的难题:由于测试点很多,而且每个点的RGB颜色及亮度都要与客户认可的标准样件进行对比。但是在不同的生产批次中,控制器背光的颜色可能有所不同。而且生产节拍必须控制在小于20s,需要100%全检,所以通过人的眼睛去检测,很难做到。
如果不能准确识别出产品特定区域灯的颜色RGB及亮度值,就不能保证生产线上的零件颜色与客户签订的标准样件一致,最终会导致合作失败。因此,为了提升检验水平,奥联公司需要基于视觉相应的传感器和应用方案,来解决上述难点。
这时,上海贝特威自动化科技有限公司南京分公司向奥联公司推荐了康耐视公司的视觉解决方案。基于对康耐视品牌的信任,奥联公司与康耐视公司的技术工程师进行了深入交流和沟通,向对方详细阐述了测试需求。如:测试核心内容是背光及特定区域灯的颜色(RGB)及亮度的值;要能完成多点一次检测,并同时将采集数据有序发送给上位机;分辨率要高,RGB采集精度要控制在<10;通过以太网TCP/IP协议通讯和外部IO点来控制相机拍照;需要外部光源等。
按照奥联公司提供的测试需求说明及清单,康耐视公司的技术工程师做出了一份详细的测试方案,并到现场进行演示,其应用效果得到了奥联公司工程师们的一致认可。
康耐视公司所提供的测试方案如下。
1)采用In-Sight视觉系统,
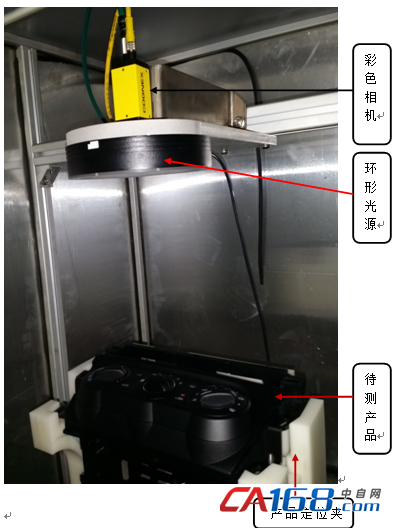
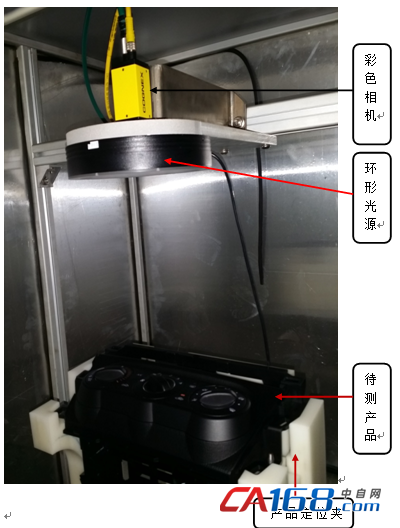
2)第一步,先将产品固定到操作柜里面(暗室),安装好相机,将相机分配好IP地址,与电脑联网通讯,进行开发调试。
3)检测流程如图1所示。
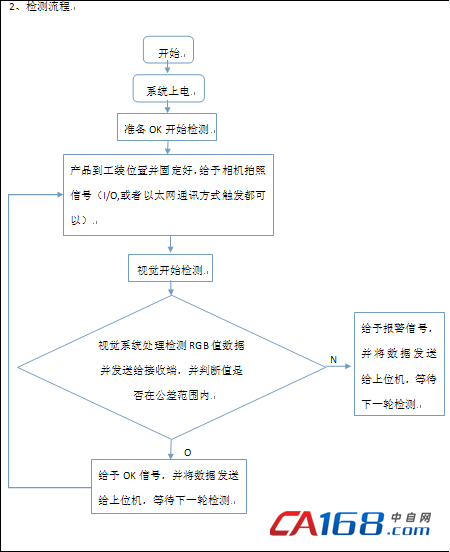
图1
4)具体相机测试方案说明如下。
(1)取象图片效果如图2所示(局部)。
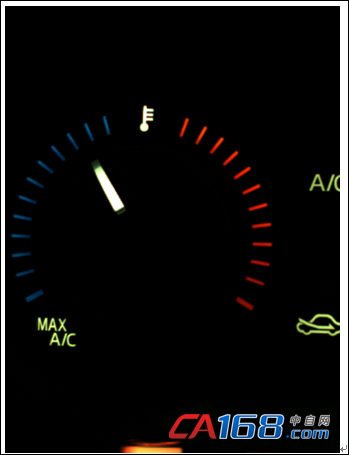
图2
(2)处理后图片如图3所示。
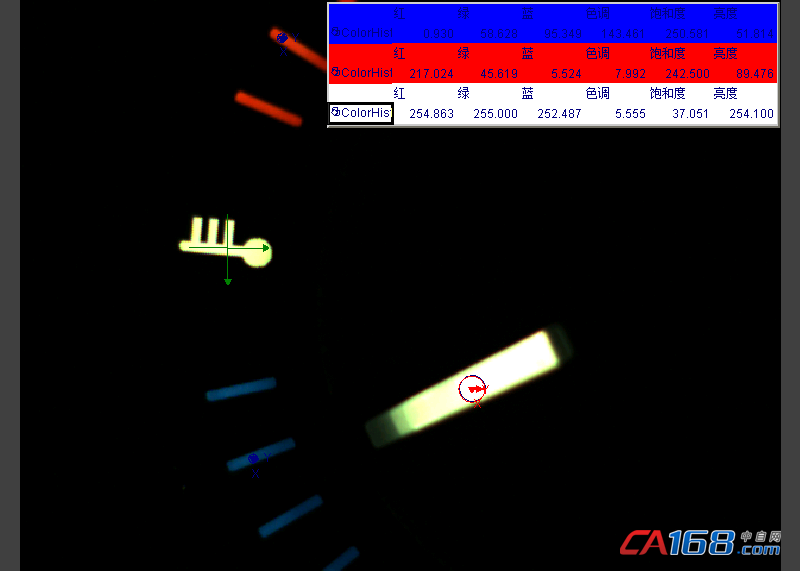

图3
先用In-Sight视觉系统提供的PatMax工具搜寻一个可靠图案作为定位器,当前图中以较大的红色圆圈内的图案作为定位器(有十字架标记)。然后当产品位置发生变动时,其它检测颜色的工具都跟踪定位器找到的图案移动,而不至于找不到要检测的区域。
图中红色小圆圈内会分别有一个更小的蓝色圆圈,那是对不同颜色区域的检测工具,它们将在以下图案中跟随定位器一起运动,始终检测定义好的颜色区域。
(3)检测结果显示如图4所示。
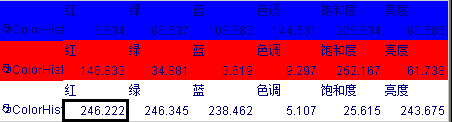
图4
(图片说明:蓝、红、白分别为对蓝灯、红灯、及白色背光灯的颜色检测数据,其中包括其RGB值及亮度值。)
(4)发送数据设置及演示说明如图5所示。
In-sight软件-选择板-输入/输出-网络-WriteDevice
发送数据设置
![]()
以上四步骤即可完成数据的发送,以下是超级终端模拟接受数据设置。
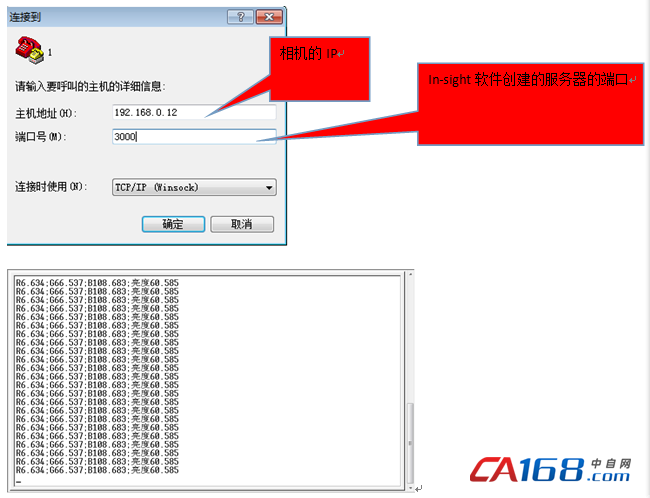
图5
(5)上位机接收相机数据后进行处理,结果如图6所示。
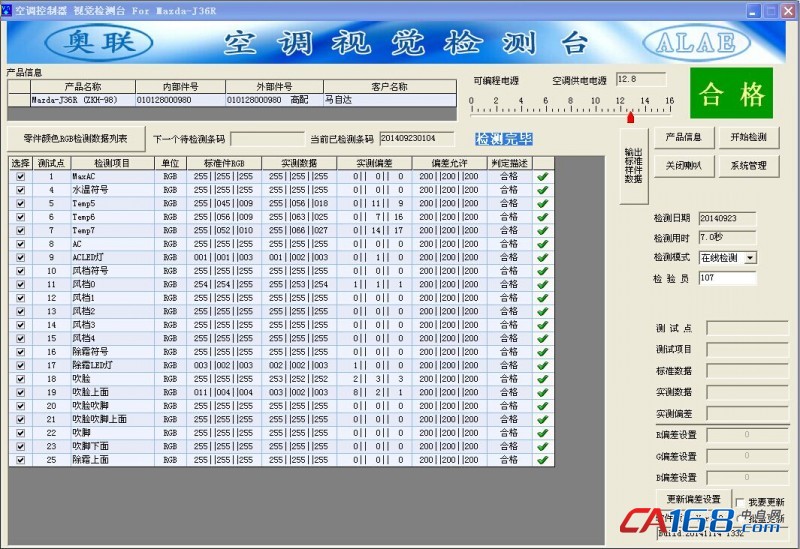
图6
软件里面记录标准样件的每个测试点数据,当上位机收到相机数据后,将每个测试点与标准件的测试点进行RGB值及亮度值的对比分析,若超过偏差,则自动判断不合格。
按照康耐视公司量身定制的技术方案,奥联公司成功应用了In-Sight视觉系统。在生产线上,通过智能相机读取出产品特定区域灯的颜色RGB及亮度值,跟与客户签订的标准样件进行对比分析,由电脑软件自动计算偏差。若RGB的偏差值超过一定值(比如10),将自动判断产品是否合格,从而保证最终生产的零件颜色与客户签订的标准样件一致。100%的合格率使奥联公司的汽车空调控制器最终得到了客户的认可,双方合作顺利进行。
“在使用了In-Sight视觉系统后,我们解决了种种难题,最终保证了产品顺利交付,质量管控措施也得到了客户高度认可。”奥联公司的技术负责人表示,“另外,为保证产品质量及数据可追溯,我们还将加大条码采集与识别功能的能力和范围,以进一步提高公司的生产效率和自动化水平。康耐视为我们提供了不可估量的价值,是值得信赖的合作伙伴。”
图片
产品安装现场图片:
相机采集程序图片:
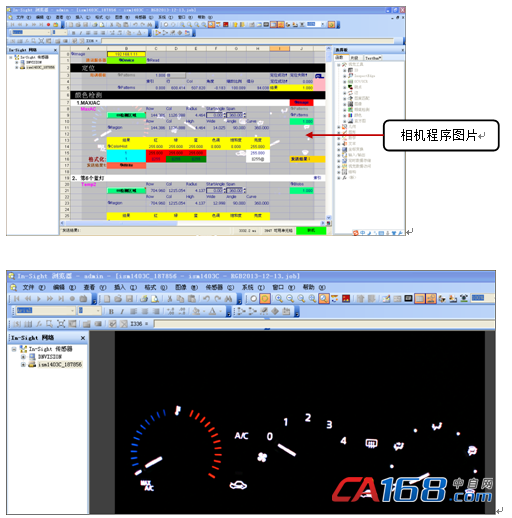
RGB颜色检测系统软件:
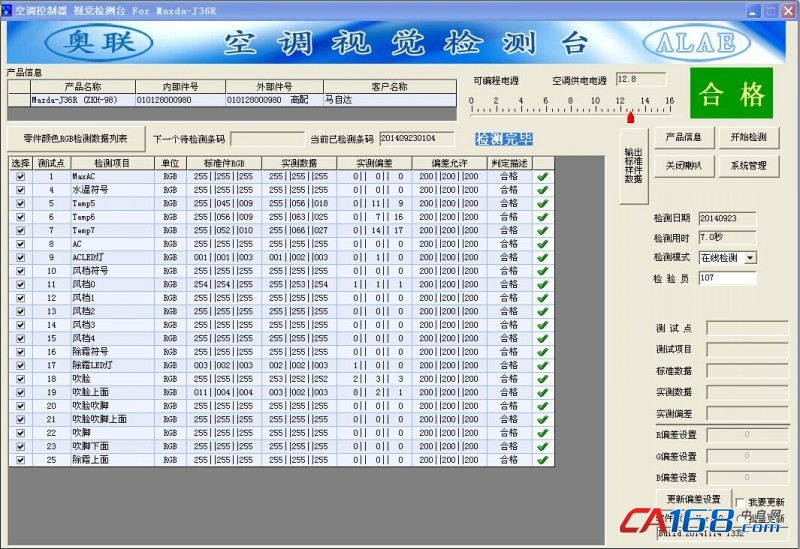
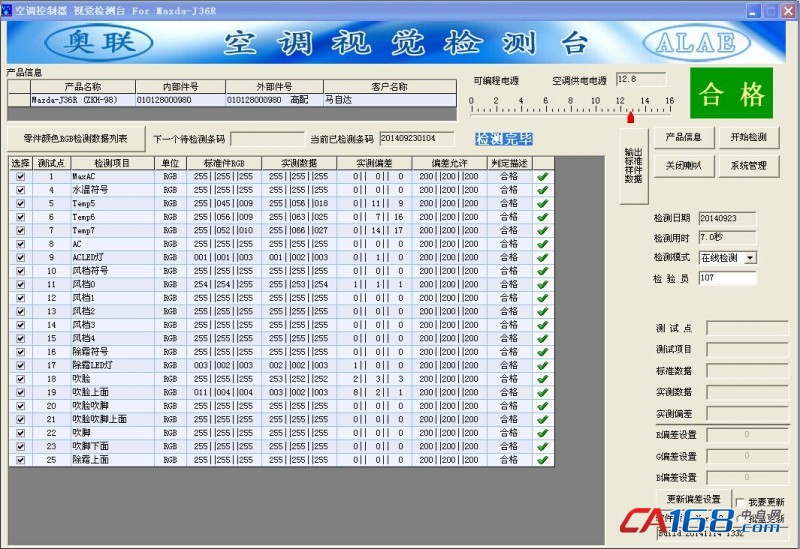
上位机通过TCP/IP协议与相机建立网络后,上位机发送给相机拍照命令,相机将采集的25个点数据,发给上位机,上位机软件根据标准样件进行数据对比,给出判断结果。




共0条 [查看全部] 网友评论