


江阴市某铝型材有限公司,牵引系统主要由触摸屏、PLC和四方电气V560系列变频器组成。牵引机作为铝型材生产中的一种重要设备,在生产中需要配合挤压机的挤出速度将型材从挤压机模具腔中平直地牵引出来。牵引系统采用恒张力控制,以保证型材的直线度,防止型材扭曲,并减少型材表面的损伤,提高型材的成材率和品质。
工艺要求
1.牵引电机快速制动。(变频器加减速时间短。)
2.触摸屏通过PLC和变频器通信,进行参数设定和读取。
3.电机牵引力稳定。(变频器转矩控制精度高。)
系统方案
牵引系统主要由触摸屏、PLC和V560系列变频器组成。V560变频器做闭环矢量模式控制,并与PLC之间进行高速通讯来实现转速模式和转矩模式的切换以及允许频率和电流等数据的交换。
当牵引机工作在牵引状态下,变频器工作在转矩控制模式,根据型材需要的张力通过电位器来设置;当牵引机返回时,变频器切换到速度控制模式,根据PLC接收到的不同位置的传感器信号,运行相对应设定的频率。
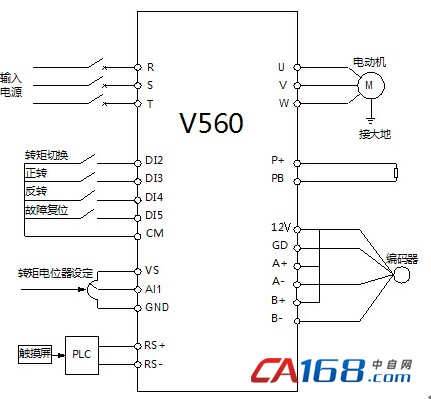
电气原理图
方案优势
1.加减速时间短。快速停机有效防止牵引小车撞车。
2.转速和转矩精度高,在闭环矢量控制模式,张力控制稳定,提高了型材的成材率。
3.与PLC高速通讯稳定,编程方便。通过参数设置,简便了PLC通讯程序,并可以快速设定或读取变频器当中多个不连贯参数。
4.变频器防护等级高,在恶劣的环境下,也可以长时间稳定运行。
现场图片






共0条 [查看全部] 网友评论