


台达作为工业自动化领导品牌,近日成功为某客户开发了家用挂式钟表自动化组装线。该组装线可以完成不同形状、不同尺寸的家用挂式钟表的组装;一条自动组装线可替代之前流水线20名装配工人,同时生产效率提高60%,组装报废率降低40%。

图1 家用挂式钟表自动化组装线现场
该家用挂式钟表自动化组装线分为14个子工位,每个子工位使用2-6个不等数量的台达交流伺服驱动器ASDA-A2系列,分别完成钟表治具的流入流出、机芯安装、上框安装、打胶、字牌贴合、压胶、时针安装、分针安装、秒针安装、下框安装、玻璃安装、翻转与液晶安装、锁螺丝、电池安装与调钟、取成品等工序。各子工位之间由传送带进行连接,并采用节拍式传送装配。组装线每20秒流动一个节拍,即每20秒传送带流动一个工位。线上同时可装配13个产品,每个产品经过13道组装工序后作为成品输出。
台达开发的自动化组装线以台达进阶型 DMCNET 运动控制轴卡PCI-DMC-B01为控制核心,同时采用120点输出IO模块、200点输入IO模块和步进电机脉冲模块,在执行部分则采用了台达交流伺服系统ASDA-A2系列。该自动化组装线的难点在于如何实现各子工位间的数据交互,例如:其中一个工位报警,如何将此信息传送给其它各子工位;而报警清除后,如何通过同步信号让全部子工位同时启动。
由于台达运动控制轴卡PCI-DMC-B01控制轴数较多,在同一台工控主机插入多张控制卡,就可以满足整条自动化组装线数十个伺服及IO点的控制要求。也正因为各运动控制卡是工作在同一台PC电脑上,各子工位间的数据就可通过PC内存完成交互,无需额外通过物理通信连接和制定通信协议,不仅通信迅速,且更加可靠,圆满解决了不同子工位间的数据交互问题。
 |
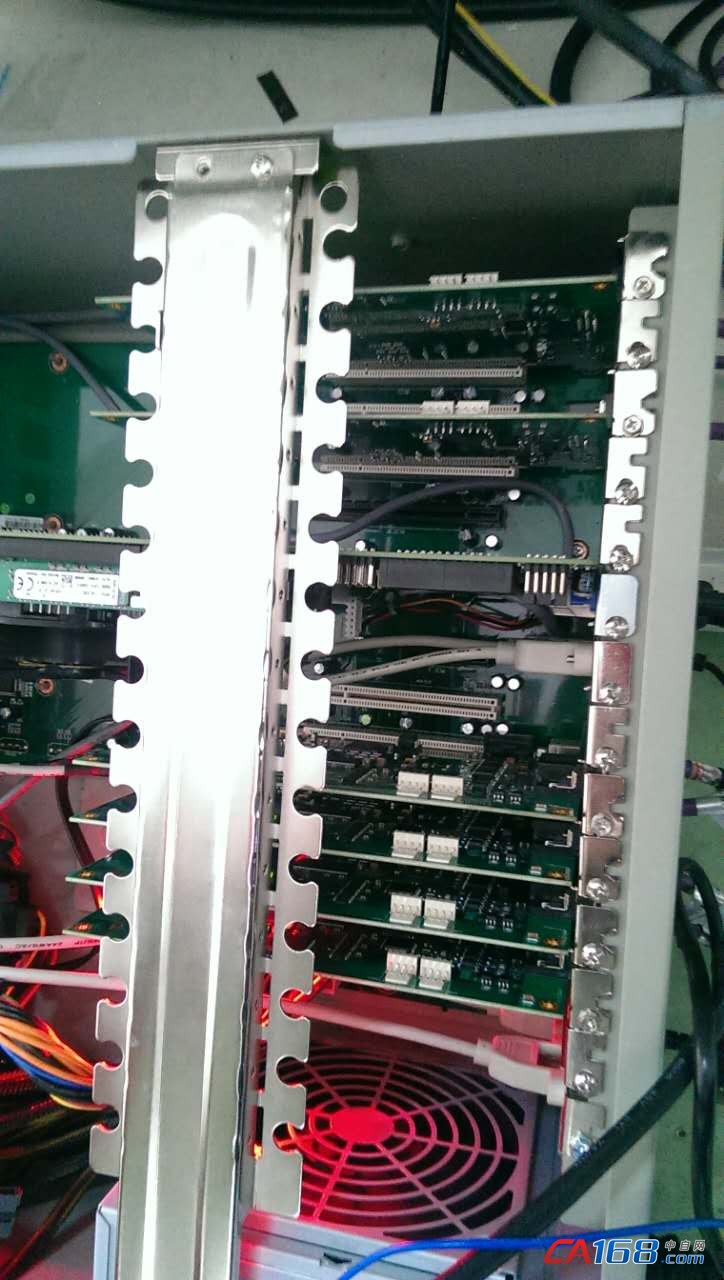 |
图2 台达自动化组装线现场配线图
台达开发的钟表自动化组装线,帮助客户显著降低了人工成本,提高了生产效率和产品质量,满足了客户的生产需求。同时,台达进阶型 DMCNET 运动控制轴卡PCI-DMC-B01在多轴、多IO应用场合的优异控制性能也得到完美呈现,彰显了台达在工控领域的技术实力。




共0条 [查看全部] 网友评论