
一、工艺介绍
1、 工艺流程图
2、 工艺介绍:
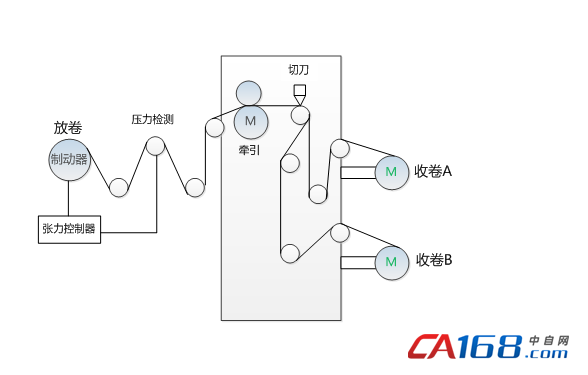
要分切的塑料膜放到放卷轴,整机主速度由主电机(牵引)为基准,收卷为开环力矩控制模式,速度与主机同步。卷材由放卷经过导辊穿到牵引,牵引辊带动放卷转动,卷材经过牵引辊以后穿到分切辊,分切辊上安装有分切刀片,卷材经过分切辊后穿至收卷。整台分切机由两段张力组成,第一段为放卷至牵引(放卷张力采用张力控制器控制磁粉制动器的恒定张力放卷),第二段为牵引至收卷(收卷段张力采用带编码器的开环转矩张力)。
二、海利普SD100变频器在分切机应用上的优点
1、 控制精度高、动态响应快:牵引采用速度闭环控制,速度精度达到0~6000rpm误差±0.15;
2、 收卷利用变频器内部的卷径计算、锥度张力、摩擦补偿、惯量补偿实现转矩控制;
2、线路简单、可靠性高:PLC给牵引线速度频率,逻辑控制、大量的张力控制和运算由变频器内部自动完成;安装、调试简单易行;
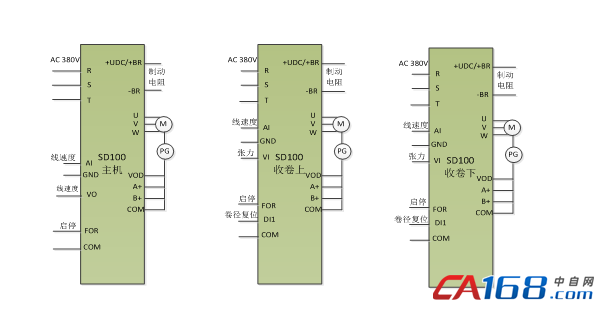
三、变频器接线图
四、参数设置
收卷参数:
|
编号 |
参数号 |
设定值 |
参数说明 |
|
控制参数 |
C01.00 |
2 |
2:带速度反馈的转矩控制 |
|
C01.07 |
3 |
应用功能:开启卷绕功能 |
|
|
|
C01.20 |
电机铭牌值 |
电机参数:功率 |
|
电机 |
C01.24 |
电机铭牌值 |
电机参数:电流 |
|
参数 |
C01.25 |
电机铭牌值 |
电机参数:转速 |
|
|
C01.29 |
1 |
进行电机自学习 |
|
参考源设置 |
C03.15 |
0 |
参考值来源1无效 |
|
C03.16 |
0 |
参考值来源2无效 |
|
|
C03.17 |
0 |
参考值来源3无效 |
|
|
加减速时间 |
C03.41 |
按需求设置 |
加速时间,单位:S |
|
C03.42 |
按需求设置 |
减速时间,单位:S |
|
|
速度上限 |
C04.21 |
1 |
转矩控制速度上限源:VI速度限幅 |
|
输入端子功能 |
C05.10 |
166 |
FOR输入功能:卷绕开始 |
|
C05.11 |
169 |
REV输入功能:卷径复位 |
|
|
编码器参数 |
C05.70 |
1024 |
编码器分辨率 |
|
C05.71 |
0 |
编码器方向 |
|
|
模拟量设置 |
C06.29 |
0 |
AI输入信号类型:电压信号 |
|
死区补偿 |
C14.07 |
75% |
有时候零速张力维持时,电机抖动。可改小至70-100之间 |
|
应用功能 |
C29.00 |
按实际使用设置 |
卷曲模式:0:收卷 |
|
C29.01 |
2 |
张力控制模式:转矩控制 |
|
|
线速度计算参数 |
C29.02 |
实际减速比 |
机械减速比 |
|
C29.06 |
1 |
VI为线速度设定源 |
|
|
C29.07 |
7m/min |
卷径计算最低线速度 |
|
|
C29.08 |
最大速度 |
主机最大频率时对应的线速度 |
|
|
卷径计算参数 |
C29.13 |
mm |
最小卷径:卷筒直径 |
|
C29.14 |
mm |
最大卷径:满卷时的直径 |
|
|
C29.16[0] |
mm |
卷筒直径 |
|
|
C29.17 |
2.0S |
卷径滤波时间 |
|
|
目标张力设定 |
C29.55 |
2 |
AI为张力设定源 |
|
C29.57 |
根据实际设置 |
最大张力:对应AI输入10V时的电压值,单位N |
|
|
惯量补偿 |
C29.66 |
0.4kg.m2 |
机械惯量补偿系数 |
|
C29.69 |
5.0kg.m2 |
满卷材料惯量补偿系数 |
|
|
零速张力补偿 |
C29.70 |
1.3Hz |
零速频率:变频器运行频率低于该值时,29.71设定的补偿值起作用 |
|
C29.71 |
1.0~3.0% |
零速时补偿系数(用于克服静摩擦) |
|
|
|
C29.72 |
C29.72 [0]=10Hz |
动摩擦补偿对应频率值。 |
|
|
C29.72 [1]=20Hz |
先关闭c1.07=0。通过c3.10【0】设置不同的扭矩值,分别等待至输出频率稳定下来。记录扭矩值与频率的对应关系。 |
|
|
摩擦力补偿 |
C29.72 [2]=30Hz |
|
|
|
|
C29.73 |
C29.73 [0]=2.2% |
动摩擦补偿值,基于C03.03 |
|
|
C29.73 [1]=4.7% |
||
|
|
C29.73 [2]=6.4% |
牵引参数:
|
编号 |
参数号 |
设定值 |
参数说明 |
|
控制参数 |
C01.00 |
1 |
1:速度闭环 |
|
|
C01.20 |
电机铭牌值 |
电机参数:功率 |
|
电机 |
C01.24 |
电机铭牌值 |
电机参数:电流 |
|
参数 |
C01.25 |
电机铭牌值 |
电机参数:转速 |
|
|
C01.29 |
1 |
进行电机自学习 |
|
参考源设置 |
C03.15 |
0 |
参考值来源1无效 |
|
C03.16 |
2 |
参考值来源2,2:AI |
|
|
C03.17 |
0 |
参考值来源3无效 |
|
|
加减速时间 |
C03.41 |
2S |
加速时间,单位:S |
|
C03.42 |
2S |
减速时间,单位:S |
|
|
编码器参数 |
C05.70 |
1024 |
编码器分辨率 |
|
C05.71 |
0 |
编码器方向 |
|
|
模拟量设置 |
C06.29 |
0 |
AI输入信号类型:电压信号 |
|
C06.71 |
10 |
VO输出为运行频率 |
|
|
死区补偿 |
C14.07 |
75% |
可改小至70-100之间 |
五、总结
分切机收卷使用HLP-SD100变频器转矩控制模式,集成卷径计算、摩擦力补偿、惯量补偿、锥度张力相关功能,响应快稳定可靠,为客户提供了稳定的张力,为分切机的稳定生产保驾护航。




共0条 [查看全部] 网友评论