


其原始机型是采用叶轮高速旋转制泡,故又名“打泡机”。后来随着技术的不断进步,发泡机的技术含量不断提高,新的机型不断出现,形成了不同的技术体系。我国早在20世纪50年代就开始使用发泡机,但不是专用的发泡机型,而是采用砂浆搅拌机。即将发泡剂直接加入砂浆搅拌机或混凝土搅拌机,让发泡剂和砂浆或混凝土一起搅拌生成泡沫。20世纪70年代前后,开始出现专用的发泡剂,即高速叶轮发泡机。以后又不断技术升级和换代,如今已发展为以高压充气为主体的第三代机型,基本可满足泡沫混凝土的需要。

图1-1 发泡机设备示例
2 系统设计方案
2.1 方案背景
设备应用需求是A罐和B罐,C罐的材料安装设定配比,操作人员只需将所需要的配比重量比设置好。设备通过A,B,C变频带动A,B,C泵转动用过不同的频率产生不同的气压从而实现重量配比;后端通过温度模块实时检测灌料温度,防止温度过低造成液料温度太低出现凝固现象;前端是打料通过气缸开合的配合,实现移动打料。
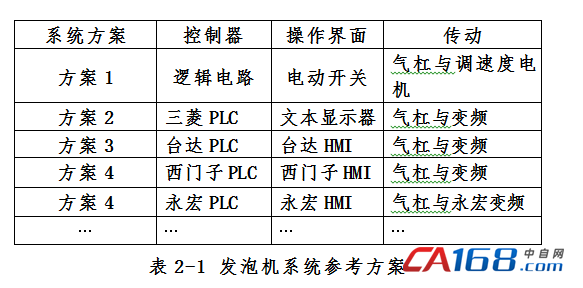
目前市场上主要的控制系统是PLC+触摸屏+变频,低端厂家采用逻辑电路+机械结构实现;PLC主要有三菱,台达等;HMI主要有台达,维纶通,西门子等。该设备采用永宏FBS系列PLC配合C3系列高质量屏与FID-B3O系列变频,价格适中,性能好。
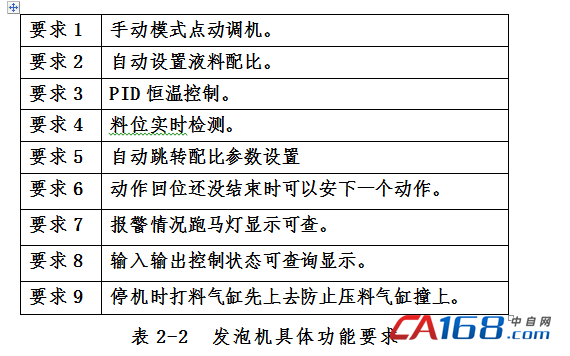
2.2 客户需求
根据客户要求,可以任意设置比例,能储存100组份。每组分的
循环次数可以任意设置,且在打料时可以选择任意组分进行工作。
有高压和低压之分。低压时不配比固定,高压时安装设置比例进行配比。高压时必须A泵,B泵都打开,压力没到一定量时无法打开高压
2.3 解决方案
发泡机的核心控制系统是永宏FBs-40MAT2-AC主机控制器;搭配永宏最新7寸C3-070SE触摸屏和10寸C3102ES作操作控制。通过FBs-6AD模块进行料压和泵压的实时检测,FBs-4DA则作为模拟量频率的给定。通过条件模拟量的大小来控制永宏变频器FID-B30-1.5G *3,FID-B30-4.0G *1,的频率从而实现压的变化达到料比的效果,利用XY机械手自动打料,输出包括三相异步电机、气缸等带动控制。

3 系统硬件设计
3.1 硬件配置
设备主要由料缸、A泵电机,B泵电机, C泵电机与打料气缸组成;通过PLC控制A,B泵电机的频率来控制压力的大小。从而达到重量比例配比的效果。打料气缸则作为出料装置,上升气缸提起时AB泵压力释放,料液冲到出料装置,出料气缸打开,料液则释放出来。因为考虑到环境温度使得料液凝固的情况,因此需要在料缸中加多个控温回路,防止料液凝固!

3.2 机械结构

3.3 电气控制
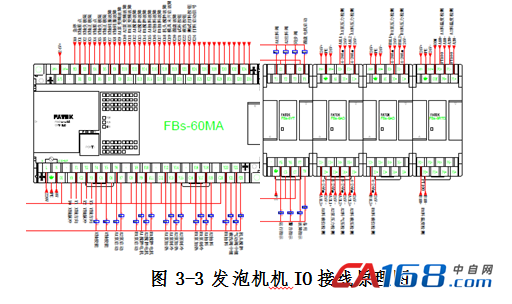

图3-4 发泡机电气控制柜
4系统软件设计
4.1 工艺流程
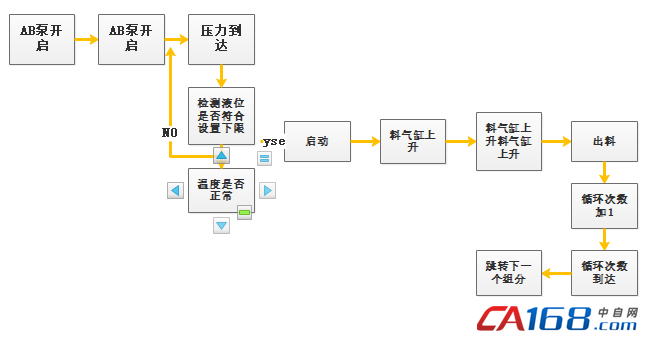
图4-1 全自动发泡剂设备工艺流程图
5 结论
通过现场调试,发泡机的工艺动作已完善;现场进行了样品加工测试,配比的效果良好,满足客户需求。调机测试运行产能60次/分钟;设备各气缸与传感器位置再优化,泵压与料压再调教,可适当提升效率。该设备解放劳动力的同时提升了客户产能与经济效益。
【参考文献】
[1] 永宏可编程控制器使用手册I.台湾永宏电机股份有限公司
[2] 永宏可编程控制器使用手册II.台湾永宏电机股份有限公司
[3] 永宏PLC编程软件使用手册.台湾永宏电机股份有限公司




共0条 [查看全部] 网友评论