
该退阀杆设备是设备厂给最终用户定制的机子,在氦气传输管道阀门生产过程中需要将阀由紧拧松后,在回半圈。退阀杆设备从应用的技术来看可以和自动锁螺丝机归于一起,自动锁螺丝机是从松到紧,退阀杆是从紧到松,其中应用的技术是一样的。自动锁螺丝机是通过各类电动气动元器件实现螺丝的自动输送、拧紧、检测等工序,通过设备来简化螺丝紧固工序,达到减少人工数量及减少人工误操作带来的不良因素,是一种典型的非标自动化设备。

图1-1 退阀杆设备
2 系统设计方案
2.1 方案背景
客户需要将阀由紧拧松若干圈后,再回半圈,在阀拧松的过程中需要用扭矩控制,同时要知道伺服在此过程中转了多少圈,另外在拧到头后,再用位置控制回半圈,此外还有一些气缸控制、和机械爪手的双轴控制。考虑到综合性价比,客户采用的方案1。

.2 客户需求
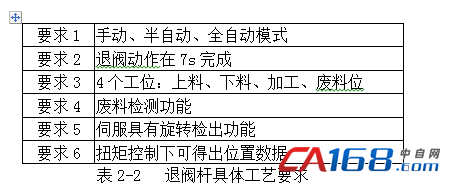
该设备从功能来讲分为俩部分,第一部分是退阀处,第二部分是机械手送料。在退阀处由一个伺服和一个步进构成,步进负责退阀刀的升降,伺服完成退阀动作。在机械手送料处由俩个气缸并联完成(相对位置不变)工位分为4个工位。整个工艺要求有1、有手动、半自动、全自动模式 2、从上料、退阀、送料整个流程时间要控制在10s内3、工位分为三个工位:上料位、下料位、加工位、废料位4、具有废料检测功能:认扣没忍好、料没扭动、脱阀等5、伺服具有旋转检出功能6、扭矩控制下计算转了多少圈。
2.3 解决方案
本项目中的退阀杆系统主要用于阀门的运输以及阀门上螺丝的拧松控制。根据工艺要求,该系统主要包括系统硬件设计和系统软件设计;其中系统硬件设计包括硬件(产品)配置、机械结构和电气控制等三部分,系统软件设计包括流程控制、I/O配置和程序设计等三部分。
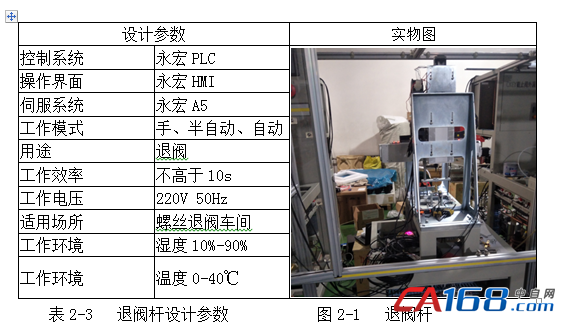
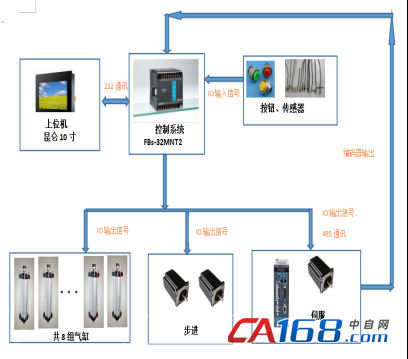
基于上述各项技术指标,退阀杆系统方案架构如图2-2;本方案控制系统采用永宏高功能型FBS MN系列PLC控制器,主要完成逻辑的运算及其控制阀门、运动控制等;执行器:气缸、伺服、步进等; 上位机推荐采用永宏C3系列HMI操作界面,本次客户由于自身原因使用的是昆仑触摸屏,HMI提供自动参数、手动参数、模式选择、监控画面等界面,用户可随着工艺流程或手动进行各项操作和参数设置。
3 系统硬件设计
3.1 硬件配置
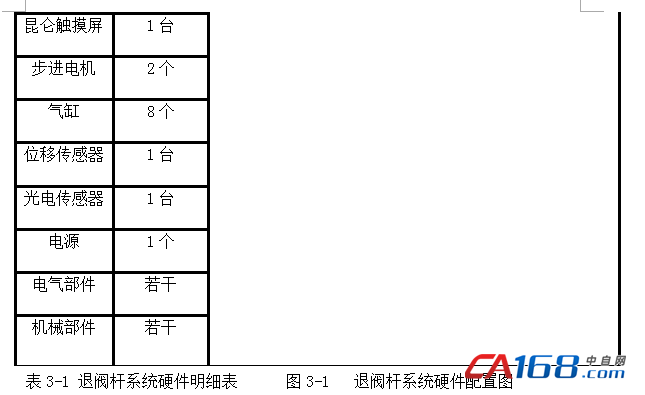
退阀杆系统的硬件系统由永宏FBs-32MNT2-AC、FBS-16XYR*2、FBs-4A2D、永宏A5伺服、俩个步进电机、昆仑10寸 HMI触摸屏、各类气缸和外围输入输出线路(包括按钮和报警指示灯)等组成。退阀杆系统的硬件系统清单如表3-1;退阀杆系统硬件配置如图3-1。
3.2 机械结构
退阀杆设备,是一个退阀系统的中间设备,上游有送料设备组,下游有料处理设备组。在退阀杆设备上主要有各类气缸构成的机械手、传送带、伺服等构成的退阀系统。

图3-2 退阀系统结构示意图
3.3 电气控制
退阀杆系统的电气控制采用永宏PLC作为设备核心控制单元,实现对伺服、步进、气缸等执行单元的控制。图3-3为退阀杆控制系统PLC接线原理。
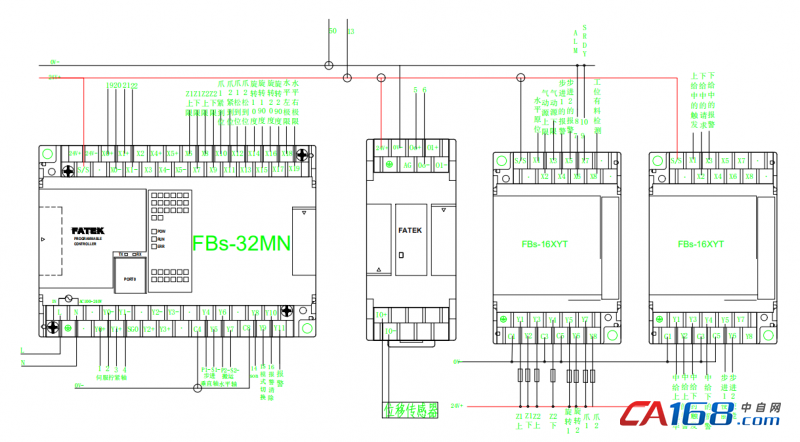
图3-3 退阀杆系统PLC接线原理
4系统软件设计
4.1 工艺流程
系统分为三个模式,手动模式下每个执行器可以单独动作,半自动模式下执行的是退阀动作,需要客户自己上下料,自动模式下所有动作全部自动运行。在上料时,机械爪手等待上游设备的完成,取料后水平轴伺服运转,将刚刚去的料对准加工位。在取料爪取料的同时,放料爪也在加工位取加工好的料,在取料爪位于加工位时,如果放料爪取的是成品,俩者一起放料,如果取料爪取的是废品则等待取料爪放完料后,将废料放于废料位,然后二者一起回起点。
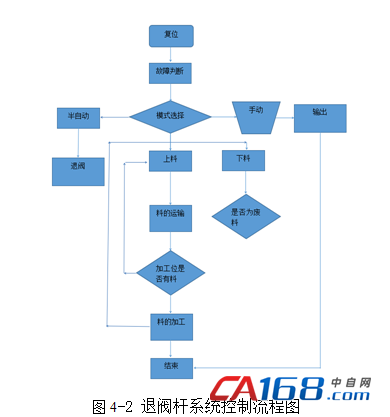
4.2 控制流程
上电后,判断各个元件是否原位,没有原位要报警;用户有三个模式可以选择手动、半自动、自动:手动模式下每个执行器可以单独动作,半自动模式下执行的是退阀动作,需要客户自己上下料,自动模式下所有动作全部自动运行,由于上料气缸和下料气缸是绑在一起的,所以在控制上料和下料是一起控制的,上料完毕后退阀,加工位有料不能上料,加工完毕后下料,料分为废料和成品,分别对应不同下料位。
5 结论(实施结果)
本次案例主要在与对伺服的控制,有几个关键点应该注意。1)、旋转检测值的使用。2)、PLC高速计数采集伺服编码器位置值。3)、伺服控制方式的切换。在调试退阀动作时这几点比较重要,旋转检出值Pn503决定着对阀螺丝完整度的影响,扭矩模式停止要恰到好处。控制方式的切换用于反转半圈时。在调试整体流程时,原先要等加工完一个件,在进行上下料,这样时间不能满足客户要求,后更改工艺,把机械位置改了,在加工的同时,允许件的运输,即在加工时,上料爪手要把料抓到加工处,等待料的加工完毕后,直接抓料,这样节省了部分时间,提高了工作效率。
在调试退阀时,我一直在想扭螺丝时,位置控制和扭矩控制的区别,扭矩控制是给多大模拟量伺服输出多大扭矩,而位置模式,是一直额定扭矩,俩者在遇到堵转时,扭矩模式可以一直输出1分钟左右不报警,位置模式可能几秒就报警了,这是俩个模式的应用点。
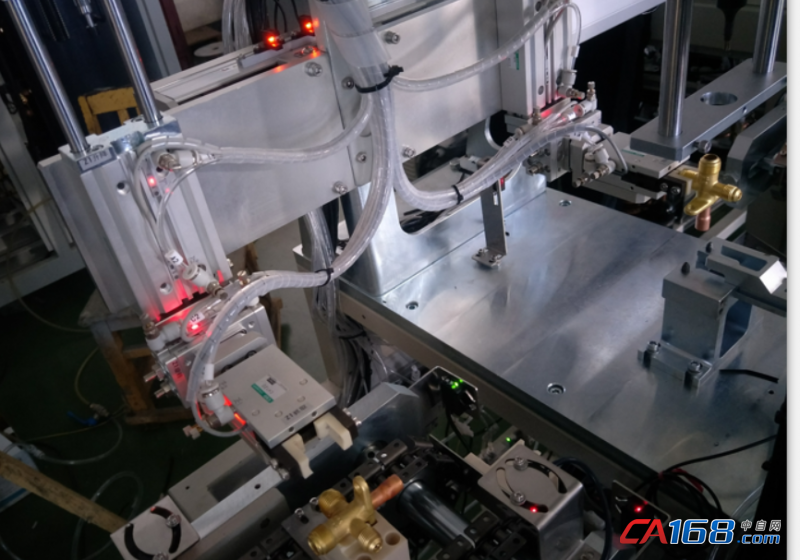
综上所述,永宏PLC应用于退阀杆系统的项目调试成功,客户对程序功能满意,下图为现场图片。
【参考文献】
[1] 永宏可编程控制器使用手册I 和使用手册II.台湾永宏电机股份有限公司
[2] 永宏PLC编程软件使用手册.台湾永宏电机股份有限公司
[3] A5全系列交流伺服驱动器使用手册




共0条 [查看全部] 网友评论