


对焊机也称为电流焊机或电阻碰焊机。利用两工件接触面之间的电阻,瞬间通过低电压大电流,使两个互相对接的金属的接触面瞬间发热至融化并融合。
钢丝绳对焊机以前采用的是可控硅加变压器抽头方式来进行焊接电流的调整,共有8档。工作时待焊接的两段钢丝绳作为两个电极 在加紧装置给定的压力值下,断头对接接触面之间形成了一定的接触电阻,而焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接。早期产品因为不能实现无极调压,所以可焊接产品的种类受到限制,产品规格参数的调整比较麻烦,产品焊接的质量也不能达到最佳。
二、应用案例江苏某焊接器材厂,是生产对焊机的专业厂家,在此行业深耕多年,是行业的领头羊。主要针对金属制品行业,焊接高碳钢丝、不锈钢丝、有色金属、电线电缆、铜铝丝,开发研制出UN系列、UN-10V系列单丝自动焊机,DC钢帘线焊机等产品。功率从1.5KW-18.5KW ,后期产品开发其功率还要延伸到45KW左右此次改造的是UN系列对焊机,控制PLC和触摸屏都选用信捷品牌的。

三、硬件构成
对焊机由焊接工作台、钢丝绳夹紧装置、焊接控制按钮、急停按钮、焊丝熔距光电开关,触摸屏、PLC控制箱、整形锤、砂轮机,钢丝绳力矩测试机构等组成。
四、工艺流程首先将线材进行融断,熔断点要求圆润光滑无毛刺,然后将两根线材放在焊接工作台上夹紧,选择与线材相对应的焊接参数,下载到PLC中,按运行按钮,对焊机就按预先设定的程序自动进行焊接。(焊接启动、焊接停止---保温启动、保温停止----回火启动、回火停止)焊接结束后,将焊接好的线材取下,通过观察焊点是否符合要求,然后将线材放在力矩测试机上进行拉力测试。
五、系统构成此次改造的是UN系列对焊机,控制PLC和触摸屏都使用的是信捷品牌。

六、参数设置
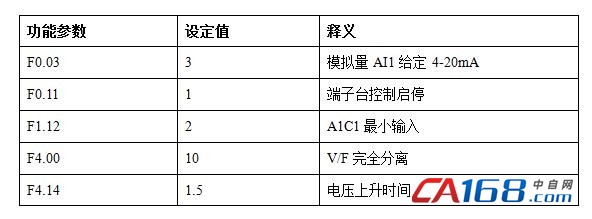
变频电源输入为单相或三相输入,单相输出,控制方式比较简单。
由于工艺参数的不同,将其参数按照顺序号一组一组的存储起来,生产时可根据不同的线材规格通过序号找到相应的工艺参数,如需修正,可以在设定画面对其进行微调,然后将工艺参数传输给PLC,对产品进行焊接。本系统预置了30组工艺参数配方,每组参数8个,分别为线材名称、焊接电流、焊接时间、保温电流、保温时间、间隔时间、回火电流、回火时间,通过产品配方的设置,简化了焊接参数的调整流程,缩短了焊接参数的调整时间。

对焊机触摸屏的组态画面
通过采用PLC、触摸屏、变频电源对整个对焊机控制系统进行了改造。改造后的对焊机,方便快捷的配方功能,扩大了产品焊接的种类,整个设备的自动化水平以及产品的焊接精度,稳定性都大为提高。




共0条 [查看全部] 网友评论