


1 引言
钢板剪切的精度是检验中厚板钢板质量的一个重要部分,越来越受到生产方和用户的重视。目前带夹送辊的滚切剪广泛应用于中厚板进行送料和剪切。剪切、送钢控制的快速、精确直接关系到设备的最大利用率、剪切效率及钢板剪口质量,从而影响成材率以及用户的经济效益。
2 系统分析与架构
2.1 工艺概述
定尺剪用于将经双边剪切边后的钢板, 通过双边剪输出辊道和定尺剪输入辊道将钢板输送至定尺剪剪机前,由移动侧导板将钢板平移到辊道固定侧导位立辊处,进行靠边对齐,然后输入辊道继续输送钢板至剪前入口夹送辊处,夹送辊上辊落下夹紧钢板,在夹送辊转动下,经测量辊测长后进行长度定尺, 滚切式定尺剪进行定尺剪切以及切头、切尾、切试样等工序,有压辊及推料尾装置,剪切后的定尺钢板经摆动辊道、机后输出辊道输出,送往下一工序。切头、切尾及试样由收集装置进行收集。
2.2 系统架构
为了实现剪机和夹送辊的快速、精确控制,控制系统基于西门子SIMATIC S7-400大型PLC技术平台。采用了西门子公司的FM458功能模块及先进的软件编程技术。硬件方面PLC系统采用配置了FM458 功能模块的西门子400系列PLC S7-4162DP,传动装置和FM458之间采用Profibus-DP 工业总线通讯,装置之间采用了Simolink协议光纤通讯技术,西门子400 PLC和FM458功能模块的通讯采用了DP总线通讯;软件方面采用了CFC功能图、SCL结构化语言、调用系统功能块等。400 PLC和FM458之间的P总线通讯有三种数据传送类型。
(1)过程中断,只能传输4字节数据。FM458中使用功能块PAS7,400PLC中使用中断OB40。
(2)通过I/O(外设)访问进行数据交换,传送低数据量,最多128字节。FM458中使用功能块S7RD和S7WR,400PLC中使用I/O(外设)传输命令。
(3)传送数据集/块,最多可传输(读写)125个数据集,每个数据集最大长度240字节。
FM458中使用功能块@CPB和CRV/CTV的虚拟连接,400PLC中使用SFC58/SFC59进行数据的读写。可并行使用全部3种数据传送类型,本项目采用的是第三种数据传送类型进行数据的交换,具体的配置参见图1所示,其中IOADDr参数636为在硬件配置的FM458的I/O地址的首地址。S7-400中配置的DaTa ID中参数11与FM458中S AR和S AT中的APM1.11中的11是椅子的。APM1是起的虚拟连接的名字,这个可以根据自己定义。
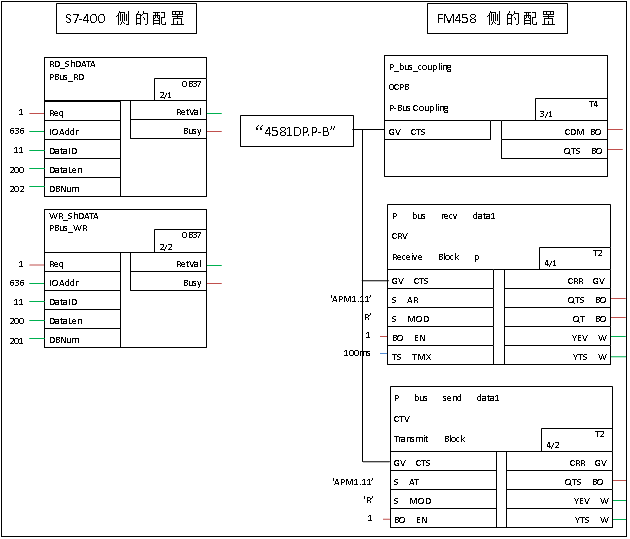
图1 S7-400与FM458通讯配置图
3 系统设计与实现
3.1 控制系统硬件及拓扑图
控制系统PLC选用西门子400系列PLC。它是西门子公司推出的可编程自动化控制器。同时,为实现数据的高速计算以及快速响应选用了西门子功能模块FM458 。该产品最快的循环时间为0.1ms; EXM438-1模板可带三个子板卡,16通道的模拟量输入输出、4通道的SSI输入模块、4通道的高速计数器输入模块。EXM438-1模板通过K线和FM458进行数据的读写。
唐钢中厚板公司2#2500mm定尺剪自动控制系统,包括二级过程控制系统,基础自动化系统(西门子)、传动系统(主传西门子、辅传西门子)、人机界面(WINCC)和数据采集系统(IBA PDA),构成完整的综合控制系统,参见图2所示。
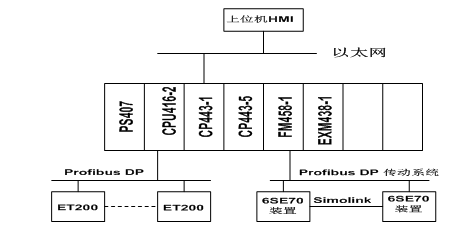
图2 系统配置图
整套系统共采用三种网络联接方式:基础自动化系统通过PROFIBUS-DP网络完成对远程I/O设备、介质系统等外部系统的通讯连接,对于传动系统的控制通过FM458-1通过PROFIBUS-DP网络完成;基础自动化中PLC和FM458功能模块的通讯采用了P总线通讯;而对PLC控制器的编程维护,以及HMI服务器与客户端之间的通讯则通过TCP/IP协议的工业以太网实现。
3.2 基础自动化
定尺剪基础自动化共有一套控制器,实现从圆盘剪出口辊道到定尺剪出口辊道的所有设备控制及功能。主干控制器主要完成定尺剪 PLC与外部系统(定尺剪操作台、辅传动系统、介质系统等单体设备)的接口程序,定尺剪区设备速度设定、逻辑连锁等控制。FM458主要是完成了现场数据的高速采集以及计算工作然后通过位置控制,控制剪刃的准确位置以及加送辊送钢准确位置。程序中400 PLC400部分采用PCS7的CFC和SFC编程语言,用于实现顺控及公共逻辑及连锁控制;FM458程序采用CFC编程语言,用于实现定尺剪数据采集计算以及传动对于定尺剪的快速、准确的控制。
3.3 二级控制
定尺剪基础自动化与中冶京诚二级之间的设定数据以及过程实际数据信息交换均通过以太网进行通讯。二级下传包括带钢规格等设定数据,并接受来自定尺剪基础自动化的生产信息及过程采集值,用于生产数据记录和质量评估。
3.4 操作站画面及数据采集
人机界面采用(西门子WINCC)组态软件,包括定尺剪工艺画面,动态显示轧制过程中设备状态及电气参数;参数表设定画面;传动系统、介质系统报警画面,显示故障,方便操作员操作和监控卷取设备工作状态。同时具有便捷的存储、打印功能,便于保留过程工艺参数。数据采集系统选用IBA PDA,采用以太网通讯方式,快速记录设备动作过程及模型计算数值,便于功能调试和生产事故分析。
3.5 与其他控制系统接口
基础自动化系统通过PROFIBUS-DP完成对各类传动系统、介质系统的通讯连接;而一级自动化以硬线方式向传动发送急停和检修信号,以网络方式发送快停信号,实现了与定尺剪急停系统的通讯。
4 结束语
该控制系统结构简单、清晰,且采用分布式结构,便于工厂设计、安装和调试。目前中厚板2#3500mm生产线定尺剪控制系统一直运行稳定、可靠。在此保障之上,随着现场生产过程中各项功能及细节的不断完善,各项指标正在向更好的标准靠拢。
参考文献
[1] 屠 画. FM458在轧机控制系统中的应用[J].制造业自动化,2005,27(8):69-70.
[2] SIEMENS. 应用模块FM458-1 DP-用户手册.2006/06版.
[3] 王昭东,王国栋,马文忠,等.热轧板带的调宽和控宽技术 [J].钢铁研究,1992,6:21.
[4] 苏岚.连铸板坯调宽轧制中短行程轧制法研究 [D]. 北京:北京科技大学,2002.
[5] 李学通,杜凤山,孙登月,等.热轧带钢头尾形状短行程控制研究 [J].钢铁研究,2005,40(2):51.
[6] 汪祥能,丁修坤.现代带钢连轧机控制 [M].沈阳:东北大学出版社,1996.
[7] 刘太中,周旭东,刘相华,等.热连轧粗轧短行程控制全程优化[J].钢铁研究学报,2002,14(2):51.




共0条 [查看全部] 网友评论