


1 引言
圆盘压底机是鞋机的一种,是鞋机行业鞋底二次成型的一种加工设备。该设备是对半成品的鞋子作压底成型,在半成品中放入模具,通过油压系统对其加压,根据产品不同选择压边、束紧、二次压、三次压等功能,加压到设定时间及完成。 圆盘压底机在鞋机行业应用广泛,自动化加工生产,能提高工作效率,扩展方便,具有很好的应用前景。圆盘压底机图片参见图1所示。
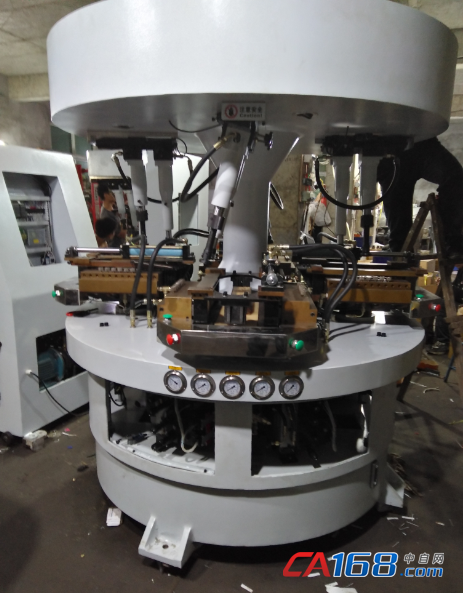
图1 圆盘压底机
2 系统设计方案
2.1 方案背景
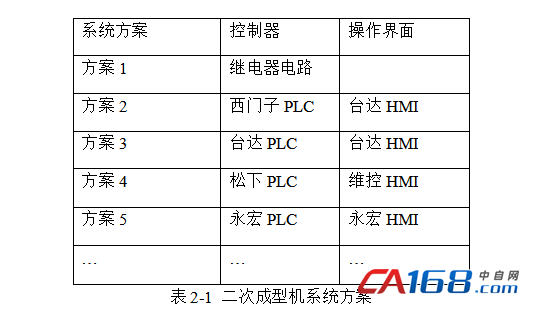
圆盘压底机目前市场上使用的控制系统方案为PLC+HMI或者是纯继电器电路;其中PLC使用最多的品牌是西门子、台达和松下;HMI使用最多的品牌是台达和维控。由于永宏经济型PLC和HMI的性价比相对于其他品牌较高,所以永宏经济型PLC和HMI在二次成型机中的应用前景很好。二次成型机系统方案如表2-1所示。
2.2 客户需求
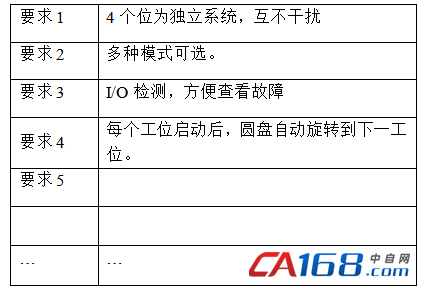
根据客户要求,圆盘压底机为4个工位(一个操作位),设备工作时都是单独的系统,互不干扰,在操作位按下启动按钮后,该工位动作,同时下一工位转动到操作位停止;多种模式可选:束紧、压边、二次压、三次压、成型前加压、成型后加压等;I/O检测,方便查看故障。圆盘压底机具体功能要求如表2-2所示。
2.3 解决方案
根据动作及工艺要求,该方案主要包括系统硬件设计和系统软件设计;其中系统硬件设计包括硬件(产品)配置、机械结构和电气控制等三部分,系统软件设计包括流程控制、I/O配置和程序设计等三部分;圆盘压底机设计参数如表2-3,圆盘压底机实物图如图2-1所示。
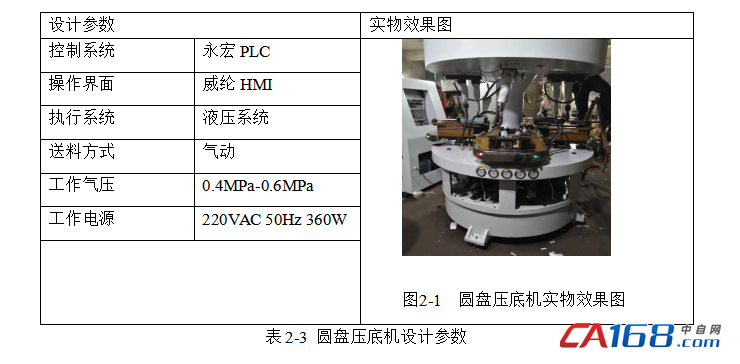
基于上述各项技术指标,圆盘压底机系统方案架构如图2-2所示。本方案控制系统采用永宏经济型B1系列PLC控制器,主要控制整体设备的动作流程;执行系统采用液压控制,主要控制摆杆、束边、底座上升等;上位机采用威纶HMI操作界面,提供自动操作、手动调试参数设置等,用户可根据自身需求进行各项操作和参数设置。
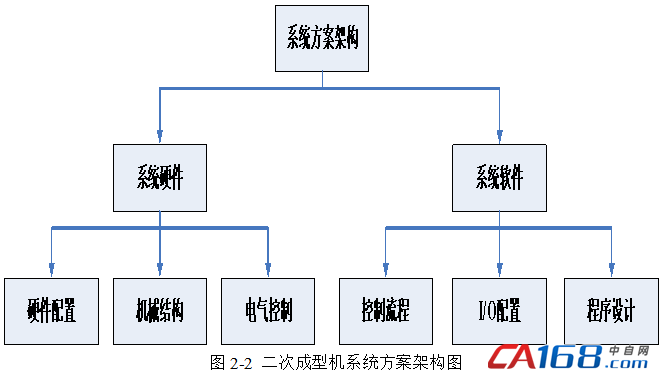
图2-2 二次成型机系统方案架构图
3 系统硬件设计
3.1 硬件配置
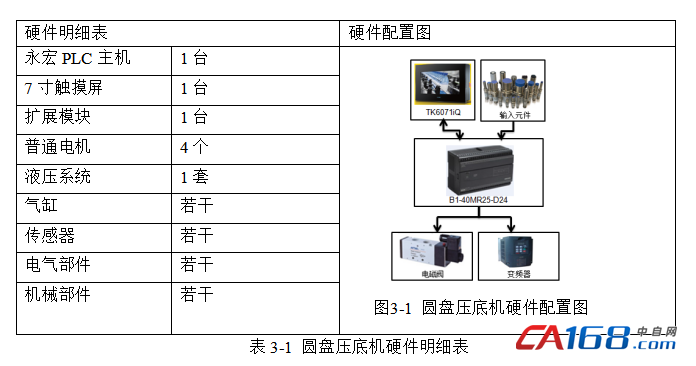
二次成型机的系统硬件由永宏B1-40MR25-D24 PLC控制器、扩展模块B1-16YR;7寸触摸屏、液压系统及其电机和外围输入输出线路(包括按钮、指示灯和蜂鸣器等)组成。圆盘压底机系统硬件清单如表3-1所示,圆盘压底机系统硬件配置如图3-1所示。
3.2 机械结构
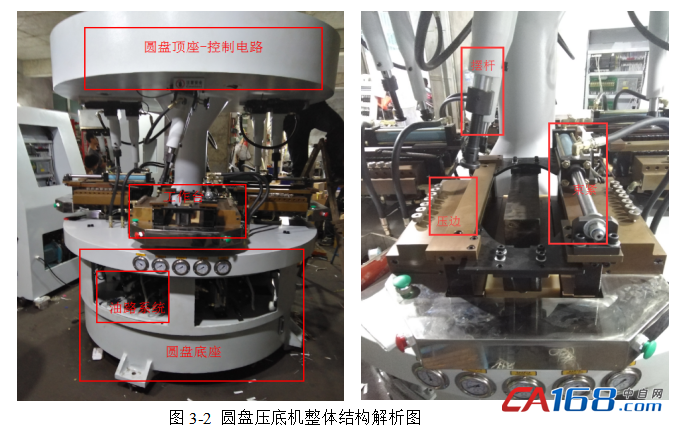
圆盘压底机的机械结构主要由四部分组成:液压系统、摆杆机构、束紧气缸、压边气缸等。圆盘压底机整体结构解析如图3-2所示。
3.3 电气控制
与那盘压底机的电气控制采用永宏PLC作为设备核心控制单元,实现对电磁阀、气缸、电机等执行单元的控制。圆盘压底机PLC接线原理如图3-3所示。
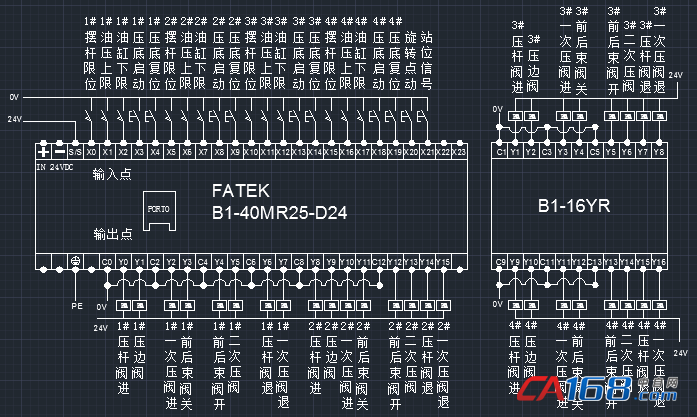
图3-3 圆盘压底机电气控制原理图
4 系统软件设计
4.1 工艺流程
圆盘压底机的工艺流程主要包括四部分:放料定位、底座上升、束紧加压、底座下降,这四个部分的动作为一个动作周期。圆盘压底机工艺流程如图4-1所示。
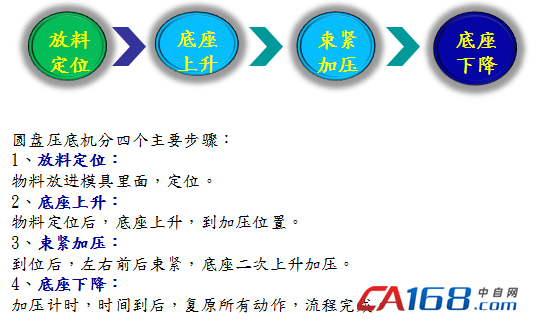
图4-1 圆盘压底机工艺流程图
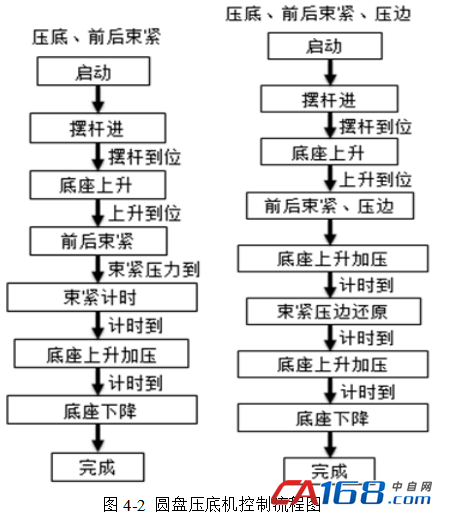
4.2 控制流程
圆盘压底机的控制流程如图4-2所示。
5 实施结果
通过现场调试,圆盘压底机四个工位可以独立操作,旋转顺畅,参数设置方便直观;站位的可复制性符合客户要求,位后期客户定制不同机型打下基础,从而高性价比的永宏PLC在圆盘压底机上得到了很好的应用。
参考文献
[1] 台湾永宏电机股份有限公司.永宏可编程控制器使用手册I 和使用手册II.
[2] 台湾永宏电机股份有限公司.永宏PLC编程软件使用手册.




共0条 [查看全部] 网友评论