
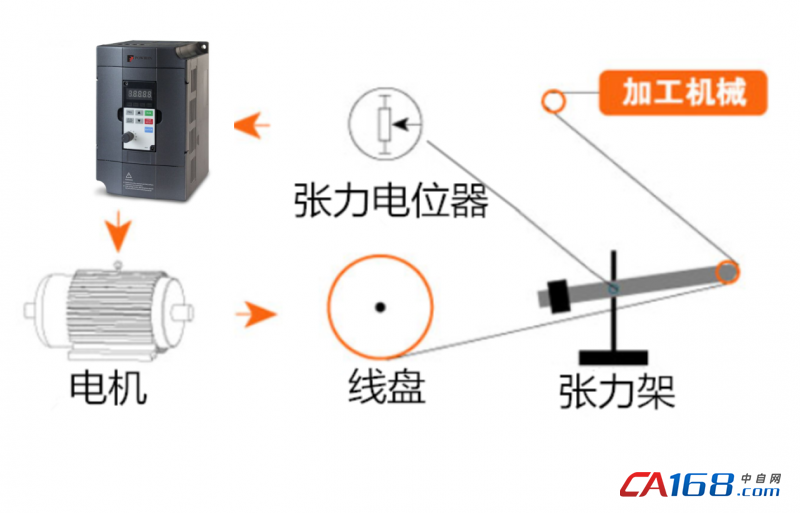
收线机在板/带/丝的卷绕在钢铁/线缆/造纸/塑料编织等行业广泛应用,以往这些加工设备常采用力矩电机驱动工字轮进行收卷/线,材料经过前段处理后需要按照一定的张力要求收紧在工字轮上,通过力矩电机驱动收卷,力矩电机控制器设定收卷张力,驱动力矩电机保持设定张力。也有些设备需要张力控制器实现恒转矩/恒线速度控制。
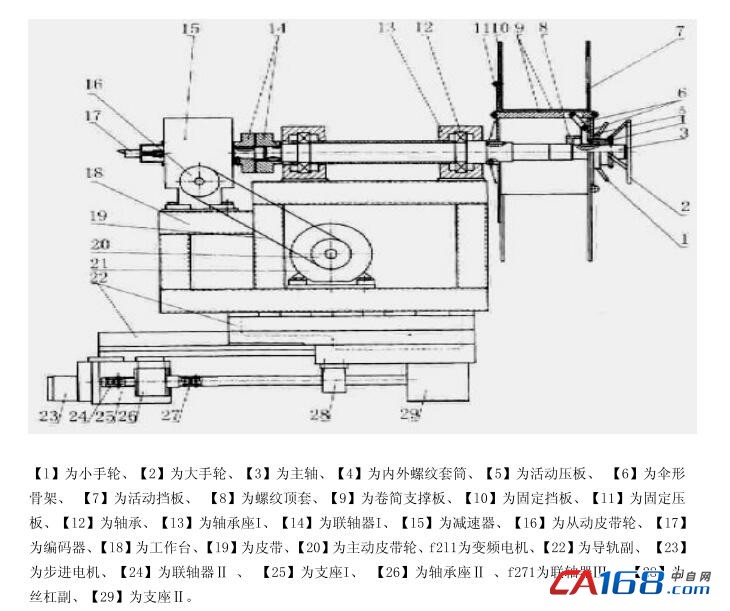
工字轮收线机结构图
二、普传PI130变频器应用
广东一家生产电线收线设备的用户,之前用力矩电机控制电线收卷,力矩调节调节不稳定,能耗大,力矩电机和控制器经常出现故障,影响设备的使用效率且维护成本高。现场采用普传PI130系列变频器驱动异步电机的机器替换以前控制系统,拆除力矩电机及其控制器,用变频器的力矩控制功能驱动异步电机。该方案无需安装用于反馈电机速度的编码器信号,也无需任何张力架、张力传感器等反馈信号,直接控制电机收卷。
PI130系列变频器特点:
. 基于DSP的高性能矢量变频器
. 适合机械配套客户的一款小巧经济型变频器
. 低频转矩特性好0.5Hz/150%(开环磁通矢量控制)
. 稳速精度高,开环磁通矢量控制:≤±0.5%(额定同步转速)
. 过载能力强:额定电流150%-60秒,额定电流200%-1秒
. 内置PID控制:可方便实现过程控制闭环控制系统
. 完全隔离的RS485通讯模块,实现与上位机联网通讯
. 无编码器实现转矩控制
. 8种频率设定方式:数字给定、模拟量电压/电流给定、多段速给定、串行口给定等
. 完善的保护功能:过压保护,欠压保护,过流保护,过载保护,过热保护,过流失速保护,过压失速保护,外部故障,通讯错误,PID反馈信号异常。


三、设备调试
控制方式,现场控制通过外部启动,通过AI1调整力矩,通过AI2调整机器的上限频率,限制机器超速。在设备工作过程中,速度根据前段速度的变化随时会自动调整变化,若收卷速度跟随慢了,会造成丝线松散甚至乱线,若收卷速度跟随快了,可能造成成品局部的牵伸变形甚至拉断线。所以要求电机运行时力矩控制稳定且响应迅速,调节范围宽。
基本调试参数:
|
代码 |
参数名称 |
设定值 |
说明 |
|
F0.00 |
控制模式 |
3 |
转矩控制 |
|
F0.04 |
命令通道 |
1 |
端子控制 |
|
F0.09 |
频率设定源 |
1 |
模拟量AI1设定 |
|
FA.00 |
转矩设定方式 |
2 |
模拟量AI2设定 |
|
FA.02 |
低速状态转矩补偿 |
0.1 |
增加转矩 |
四、结论
现场调试结果,通过以上调整设备运行稳定。当负载力矩大于设定力矩时,机器处于堵转状态,电流很小,当负载力矩小于设定力矩时,机器速度随力矩变化而变化。前段速度快时,线的力矩小,电机速度加快,把线拉紧,当前段速度慢时,线的力矩大,电机速度放慢,线松。使线的力矩保持一定,现场效果达到客户的要求。




共0条 [查看全部] 网友评论