


项目背景
机油滤芯就是机油滤清器,机油滤清器的作用是滤除机油中的杂物、胶质和水分,向各润滑部位输送清洁的机油,而点胶机在机油滤芯加工生产过程中起着关键的作用。
小型点胶机由转盘寻料、提升上料、机械手移料、点胶动作四部分组成。对不同规格型号的滤芯盖进行点胶。
之前市场上,大部分点胶设备是手工放料,这样生产效率太慢,不能满足产线需求。现有机械手夹料方案,怎么在保证生产效率的同时处理堵料问题成为该方案的关键点。
英威腾方案
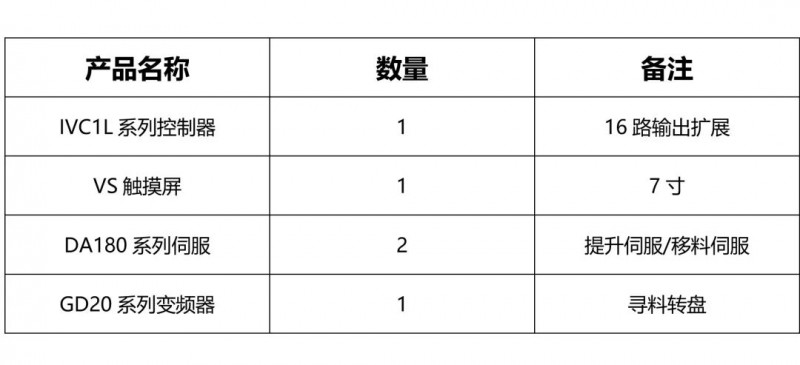
根据气缸的逻辑控制和安全保护位等难点,英威腾推出端盖点胶机系统解决方案,方案包含VS系列触摸屏、IVC1L小型PLC、DA180伺服和GD20变频器产品。
采用3路100K高速脉冲输出控制伺服和步进的准确定位。一方面,优化加减速曲线防止机械手来回移动抖动太大;另一方面,优化动作逻辑,让生产速率有一定提升。
采用7寸触摸屏,界面简洁易于操作。
伺服驱动器支持485通讯读写数据,发生故障不需要断电即可复位。

转盘寻料,分度盘由GD20变频器驱动,一圈对应转过的角度为60度,6个支架为堆料杆。触发寻料时,转动60度,如果寻料光电ON则寻料完成,否则重复60度旋转,直到寻料完成。为防止推料杆和提升托盘撞机,需托盘回到原点位置才能触发寻料动作。
提升上料由一个400W的DA180伺服驱动,PLC发脉冲给伺服, 100K高速脉冲,最大速度限制在3200转左右。电机驱动皮带垂直拉伸,有料检测光电OFF状态载料托盘上升,有料检测光电ON状态停止上升。重复该动作,直到碰到极限位置回到原点等待。

机械手上料由一个400W的DA180伺服驱动,电机驱动机械手左右来回平移,配合吸料气缸完成移料动作。

点胶部分主要是气缸逻辑和步进动作。气缸逻辑配合实现每次只进来一片料,步进驱动料旋转,配合喷料阀完成点胶动作。因为提升上料和移料是由伺服驱动,所以取料的速度是完全能达到要求的。想要提高生产效率,主要在于气缸逻辑的算法。完善逻辑算法后,生产速率由之前的40片/分钟增加到47片/分钟。

方案配置表
方案优势
优化了点胶气缸逻辑,增加提前动作时间参数,保证动作
稳定的同时提高了效率。
现场应用

结论
英威腾端盖点胶机系统解决方案,其主要难点在于气缸的逻辑控制和安全保护位等细节问题。该系统对比行业,不仅增加气缸动作提前参数,在生产效率上有了一定的提升,而且安全保护位程序完整,杜绝了非常规操作导致机械撞机现象。




共0条 [查看全部] 网友评论