


圆管冷轧机是一种新型的钢管冷轧加工设备。该机可将直径在12-24毫米之间的圆管加工成成品规格直径在5-12毫米的冷轧钢管。冷轧管因为其更好的物理特性,应用场景也较为广泛,但由于冷加工成品,价格会更高。

圆管冷轧机设备原理:
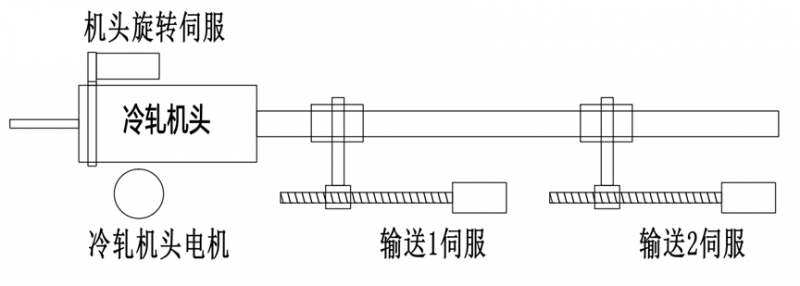
冷轧机头为精密加工部件,容易损坏,所以需要送料伺服通过电子凸轮同步动作在机头打开时准确进行进给动作。
冷轧机头由变频器驱动电机匀速动作,机头一个运行周期为大打开、大闭合、小打开、小闭合如此周期动作。需要在打开时钢管前进设定距离,机头也旋转设定角度,且大打开和小打开距离和角度设定不同。
客户需求
1.为保证冷轧机头的安全与设备生产的速度,冷轧机头动作与输送伺服进给和旋转伺服动作的延时需要小于1毫秒。
2.为了方便客户调试,旋转伺服动作与输送伺服动作需要在电子凸轮啮合运行中进行修改和平滑切换。
3.两个输送伺服动作配合逻辑复杂,需要程序中灵活控制周期凸轮进给动作的次数、回程动作的距离和进给动作启动的时机。
英威腾方案及优势
根据客户需求,推荐英威腾AX系列可编程控制器。
在机头高速运行情况下,通过设置的主轴进给角度和进给量等参数自动规划电子凸轮表格,使得配合冷轧机头动作时输送伺服进给和旋转伺服动作延时小于1毫秒,保证了设备运行的高效率和机头机械的安全。

方案系统图
●节省时间:通过开发的电子凸轮切换功能块,设备在运行中可以实时修改电子凸轮曲线,大大提高了设备换型与调试的效率。
●降低成本:英威腾控制器可以直接对编码器进行匹配,无需经过差分转集电极电路板进行变换。可有效节省电路板成本,降低因差分转集电极电路板故障的风险。
世界各国的不锈钢管生产有了很大发展,工艺技术和装备水平都有很大提高。英威腾在圆管冷轧机上系统方案采用AX71凸轮同步控制功能,促使客户设备调试交互更加便捷且降低故障风险。为满足市场多样化要求,英威腾系统解决方案也逐步向高精度化、高速化的方向发展。




共0条 [查看全部] 网友评论