


一 、引言
传统铡皮机采用人工控制,靠操作工人手动测量皮子长度,手动下铡。存在着人工成本高、操作危险、精度差、速度慢等缺陷。机械制造厂家和用户均希望有一种能全自动控制的新型铡皮机来替代传统铡皮机。
二、技术方案
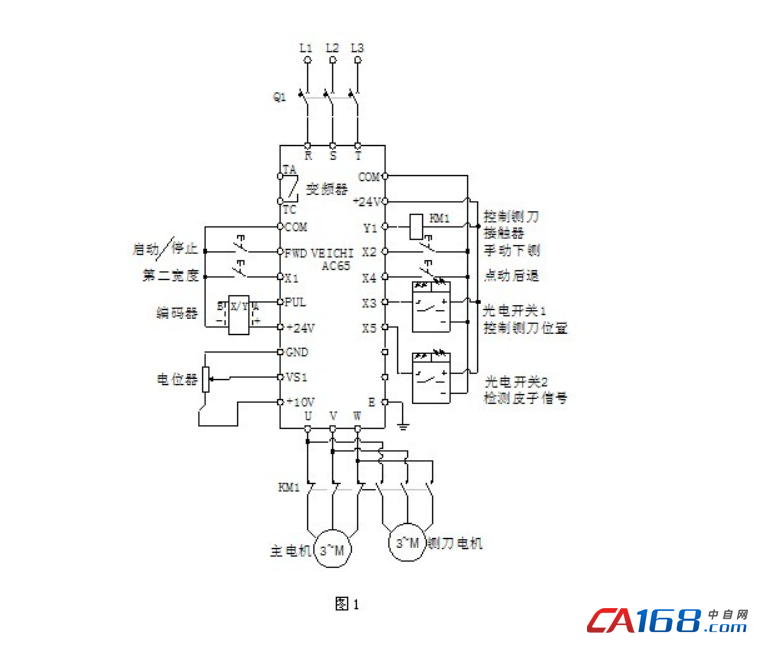
通过对铡皮机工作模式的长期研究,我们开发了一款铡皮机类设备专用变频器AC65型。AC65定长分切机专用变频器内置了分切机专用程序,能够自动识别皮子长度,切割皮子精度准确,确保了板材产品四边的整齐有序。自动控制铡刀下铡。自动检测是否有皮子,无皮子时自动报警停车,同时提醒操作工人重装皮子。同时可实现自动齐头、自动去尾和自动接皮功能。
三、方案实施

2)当变频器出现SC时,请不要频繁的复位再启动。应当先拆开电机线,看变频器在不带电机的情况下能否正常运行,如能正常运行,请仔细检查电机与电机线。
四、变频器参数的设定
|
序号 |
功能描述 |
推荐设定值 |
|
E-01 |
运行命令给定通道选择 |
1 |
|
E-02 |
频率给定主通道选择 |
2 |
|
E-13 |
加速时间1 |
0.2秒 |
|
E-14 |
减速时间1 |
0.2秒 |
|
E-11 |
下限频率 |
0.00Hz |
|
E-13 |
加速时间1 |
0.2秒 |
|
E-14 |
减速时间1 |
0.2秒 |
|
F-01 |
输入信号选择1(X1) |
29:第二宽度 |
|
F-02 |
输入信号选择2(X2) |
28:手动下刀信号 |
|
F-03 |
输入信号选择3(X3) |
21:下铡电机停机信号 |
|
F-04 |
输入信号选择4(X4) |
2:反转点动运行 |
|
F-05 |
输入信号选择5(X5) |
26:光电开关信号 |
|
F-10 |
下刀前低速频率 |
10.00Hz |
|
F-11 |
怠速频率 |
20.00Hz |
|
F-12 |
铡刀运行频率 |
45.00Hz |
|
F-31 |
输出端子Y1 |
13:下铡信号 |
|
H-12 |
编码器一转脉冲数 |
根据编码器每圈的脉冲数设定 |
|
H-12 |
编码器一转脉冲数 |
根据编码器每圈的脉冲数设定 |
|
H-13 |
转轴直径 |
根据辊子的实际直径设定 |
|
H-14 |
转轴传动比 |
1 |
|
H-16 |
分切皮子的长度设定 |
根据用户所切皮子长度设定(可用键盘的‘△’‘▽’来调整) |
|
H-20 |
切换2后延时 |
0.12 |
|
H-23 |
低速运行脉冲数 |
400 |
|
H-33 |
切换1前沿时 |
0.20s |
|
H-34 |
切换1后延时 |
0.20s |
|
H-35 |
下铡控制选择 |
1101 |
|
H-36 |
切换2前沿时 |
0.5秒 |
|
H-37 |
计时停刀时间 |
0.2秒 |
|
H-38 |
铡皮机空洞长度 |
300毫米(根据皮子窟窿的最大直径设置) |
五、结束语
由上的改造方式可以看出,改造成本低、改造方式简单、控制方式简单。通过客户的现场检测和长期使用,该产品加工精度高,单位时间产量是传统方式的4倍,且设备成本低,维护方便,安全可靠。可很好的提高
用户的经济效益,见效快,值得推广。




共0条 [查看全部] 网友评论