


一、设备工作原理
木工带锯机是环状带锯条张紧在两个锯轮上,环状带锯条由电动机通过锯轮带动,作连续切削运动,木料的进给可以采用手动,也可以采用跑本或滚筒进行自动进给。
二、设备加工工艺及变频控制方案
1、其工作过程为:跑车工作台以一定的速度运行一段距离,此速度通常是慢速行进,由PLC给变频器启动和多段速信号,变频器带动跑车工作台电机以低速行进;当锯条进至木头大概5公分左右的位置后,PLC给变频器高速运行信号,加快工作台行进速度,待锯条锯到木头的末端后,锯架上升一段距离后,跑车工作台由快速变慢速回到原先的工作位置,此过程由PLC给出开关量信号,变频器执行多段速运行。工艺要求设备跑车可自动和手动选择运行。
2、变频器接线图
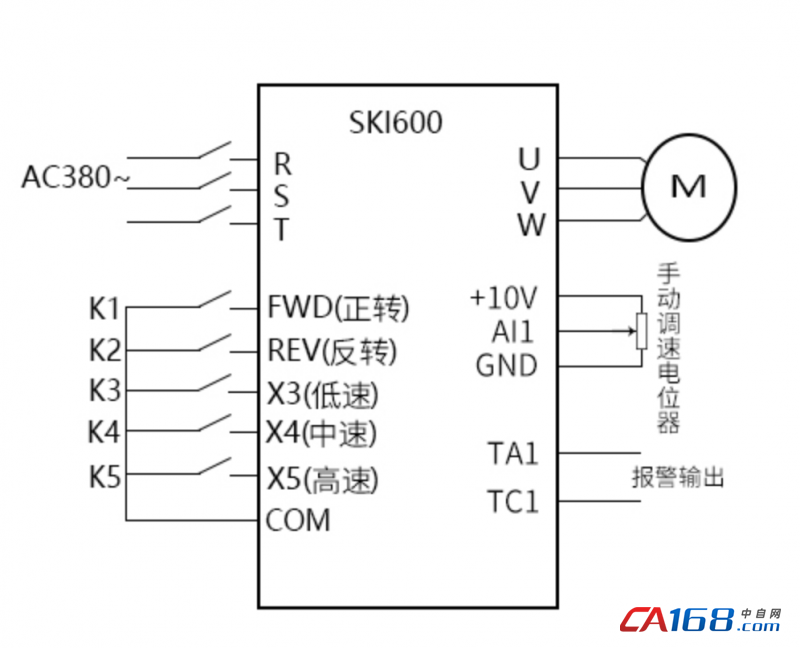
3、变频器参数设置
|
参数代码 |
功能描述 |
设定值 |
设定值解释 |
|
F0.06 |
运行命令通道选择 |
1 |
端子运行命令通道 |
|
F0.07 |
频率源选择 |
3 |
模拟量AI1设定 |
|
F0.15 |
最大输出频率 |
100 |
最大输出频率100Hz |
|
F0.16 |
上限频率 |
100 |
上限频率100Hz |
|
F0.19 |
加速时间 |
1 |
加速时间为1S |
|
F0.20 |
减速时间 |
1 |
减速时间为1S |
|
F7.02 |
输入端子X3功能 |
15 |
多段速选择1 |
|
F7.03 |
输入端子X4功能 |
16 |
多段速选择2 |
|
F7.04 |
输入端子X5功能 |
17 |
多段速选择3 |
|
F9.07 |
多段速频率1 |
90 |
第1段速90Hz |
|
F9.08 |
多段速频率2 |
35 |
第2段速35Hz |
|
F9.10 |
多段速频率3 |
3 |
第1段速3Hz |
|
FC.23 |
多段速优先级使能 |
1 |
多段速优先 |
三、SKI600系列变频器技术特点
1、三科SKI600系列变频器是基于DSP的高性能矢量变频器,实现高速高性能控制,通过对电机磁通电流,实现了对电机的快速响应和准确控制,可以高精度进行宽范围的调速运行和控制。
2、频率设定方式多达10种,输出频率最高可达3000HZ,而且可以通过A频率源选择和B频率源选择多种方式进行切换。
3、三种启动方式可根据不同的设备工艺进行选择,稳速精度能达到小于等于0.5%的额定同步转速,速度控制稳定度能达到小于等于0.2%的额定同步转速, V/F曲线有多达5种,独特的多点V/F曲线让扭力提升更稳定、高效。




共0条 [查看全部] 网友评论